如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
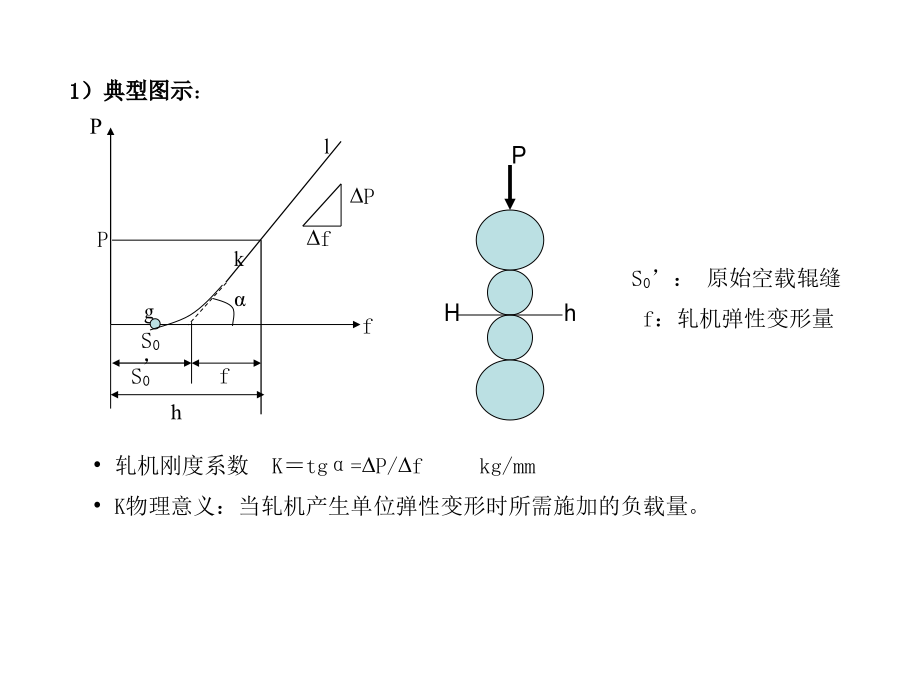
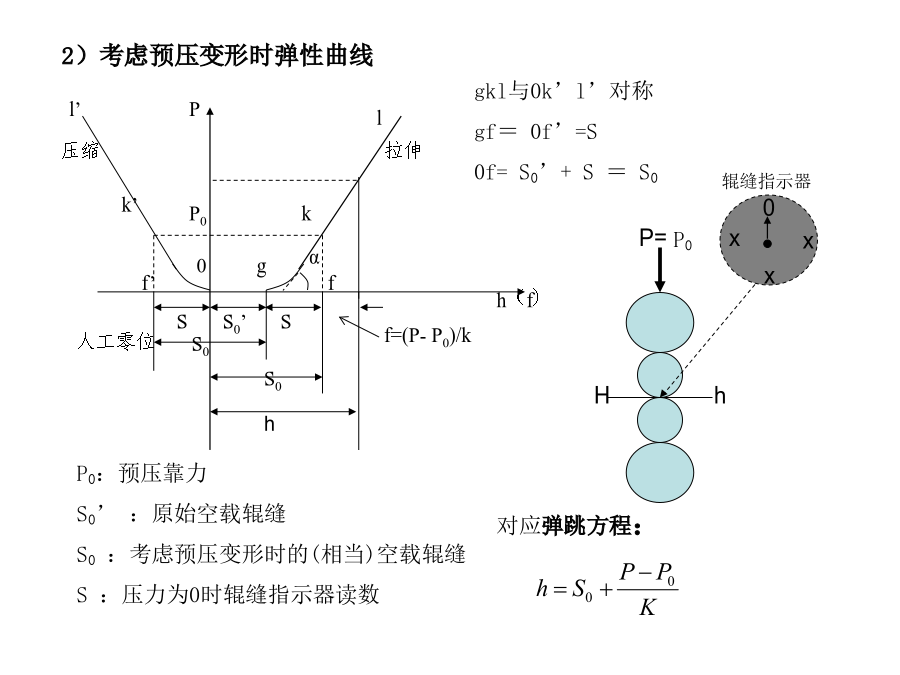
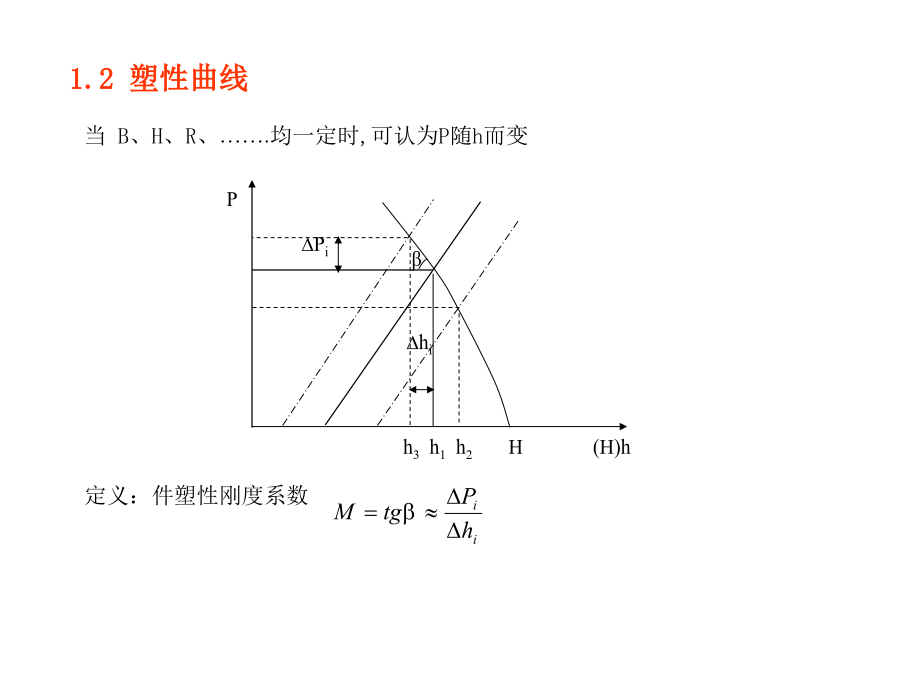
高精度轧制理论及技术(研究生)教材:学习目的:学习要求:方法:第二讲厚度控制原理及技术1P-h图的建立1.1弹性曲线--表示轧机弹性变形与轧制力间关系曲线轧机刚度系数K=tgα=∆P/∆fkg/mmK物理意义:当轧机产生单位弹性变形时所需施加的负载量。对应弹跳方程:1.2塑性曲线1.3弹-塑性曲线(P-H图)可较直观地分析H、h、P以及S0等参数关系,是弹跳方程和塑性方程联解的一种图解形式;直观地反映了轧制条件和轧机刚度对h的影响,并能对轧机操作调整进行分析,是厚控的基础。2厚度变化原因及特点(规律)2.1厚度差(h↕)类型:2.2厚度变化主要原因及特点2)影响S0的因素S0决定轧机弹跳起始位置,包含:压下位置↕→即S0↕→h↕;轧机部件热胀、辊磨损、偏心→S0↕→h↕;3)影响P的因素←轧件及工艺方面原因(1)轧件温度、成分、组织性能不均等V2>V1(f2<f1)(3)张力变化--通过Qp、K起作用例:穿带、抛钢时,带钢头、尾张力是突然↑or消失的(4)坯料尺寸变化3厚度控制方法3.1调压下--调厚称“压下有效系数”or辊缝传递系数δSP↕→对板形不利,不适合精调;2)厚度计式(GM-AGC、P-AGC)把整个机架作为测厚仪,在P发生↕时自动快速调整辊缝。(1)控制方法实测:P*、S*--通过弹跳方程计算任何时刻h*=S*+P*/K→δh→调δST2>T1h2<h1S2>S1对压下机构的电气、机械系统及计算机程序运行等的滞后仍不能消除;δHi*0S2S1h1h2H1H2h(H)(2)特点讨论克服了反馈时间滞后问题;轧机对来料有自动纠偏能力,M↑→纠偏能力↑3.2调张力(2)特点讨论控制中可使P保持不变;惯性小、反映快、稳定、精度高;控制效果受限制;3.3调速度--调厚4.厚度设定数学模型4.1厚度设定涉及的数学模型开始冷连轧轧制规程设定计算框图:主要相关模型:1)速度设定计算模型忽略前滑:考虑前滑:考虑张力影响时:由实测T˚RnC(粗轧出口)按数学模型计算,包含:中间辊道辐射;精轧各架温降;(1)精轧开轧温度:据T˚RnC及中间辊道温降确定--以辐射为主(B)理论方法:设变形热≈接触传导热损机架间辐射及喷水看着一当量冷却系统,令等价传热系数为Kd且可反算出为保T˚FnC所需的精轧出口速度:3)压力设定计算模型适合热轧的平均轧制压力计算公式有A.N.采利可夫R.B.西姆斯公式(志田茂简化式)S.爱克伦得公式工程计算法公式(1)变形阻力模型(2)应力状态系数模型热轧:主要决定于变形区形状参数(4)张力影响系数设定计算模型4.2设定模型自学习(1)方法有:增长记忆式递推最小二乘法限定记忆式递推最小二乘法卡曼滤波法指数平滑法(2)自适应校正对模型系数修正方法加法自适应:y=f(x1、x2、x3、x4…….、xn)+β乘法自适应:y=f(x1、x2、x3、x4…….、xn)β自适应系数----对本块钢而言,仅对模型中设定的自适应系数进行修正,以提高本块钢的设定精度。自学习系数----用于下块钢(同规格、同钢种),是根据自适应系数修正后的自适应系数来进行学习学习自模型系数提高下块钢设精度。3)模型自学习4.3模型自学习举例2)轧制压力模型自学习3)辊缝零位自学习4)穿带自适应(动态设定)5.AGC系统分析方法广泛采用P-H图解法和解析法5.1P-H图解法当H↑→h↑控制措施--可↑q、可调S5.2解析法1)厚度方程:(2)代入(1)联解得:2)压力方程:(3)代入(1)联解得:5.3控制输出量的计算2)反馈输出量的计算(2)压力内环、厚度外环时:输出δPB)偏心外扰3)前馈输出量的计算B)压力内环、厚度外环时C)预报延时时间:测得δH后,需延时一段时间后输出给定值PR、SR6.AGC系统的组成6.1传统AGC系统由以下功能组成6.2硬度前馈AGC(KFF-AGC)----冷、热轧中广泛采用2)输出量的计算(1)热连轧KFF-AGC常用方案3)控制量的确定谢谢