如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
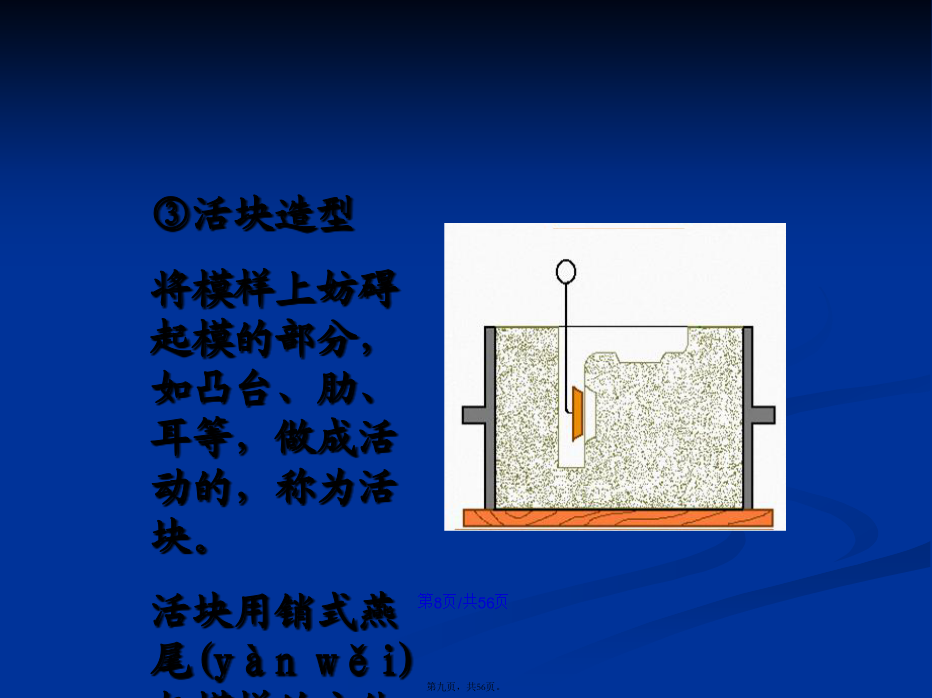
会计学第一章:金属的液态(yètài)成形1.2金属的液态成形工艺金属的液态成形工艺实际上主要(zhǔyào)是指铸造成形工艺,其中最基本,应用最广泛的是砂型铸造工艺。/1、手工(shǒugōng)造型/①分模造型最大截面在中间截面;一个或两个(liǎnɡɡè)分型面;两箱或三箱;操作简便,适用于形状较复杂的铸件,特别广泛用于有孔或带有型芯的铸件,如套筒、水管、阀体、箱体、曲轴、立柱等。②整模造型整体模,铸型的型腔一般只在下箱;最大截面在端面处;操作简单;不会错箱。适用(shìyòng)于外形轮廓上有一个平面可作分型面的简单铸件,如齿轮坯、轴承、皮带、轮罩等。③活块造型将模样上妨碍起模的部分,如凸台、肋、耳等,做成活动的,称为活块。活块用销式燕尾(yànwěi)与模样的主体连接,在起模时须先取出模样主体,然后取出活块。单件或小批生产;效率低下。④刮板造型用与铸件截面(jiémiàn)相适应的刮板代替实体模样造型的方法。只适用于中小批生产尺寸较大的回转体铸件,如皮带轮、齿轮等。大、中型回转类零件;⑤三箱造型(zàoxíng)两个分型面;分型面在大截面处;三箱;易错箱。⑥挖砂造型当铸件最大截面在中部,模样又不便分成(fēnchénɡ)两半(如分模后模样太薄或分面是曲面)时,只能将模样做成整模,造型时挖掉防碍起模的砂子。最大截面靠近端面;分型面为曲面;单件小批生产;效率低下。⑦假箱造型对于分型面为阶梯面或曲面的铸件,当生产数量较多时,可用成形底板代替平面底板,并将模样放置(fàngzhì)在成形底板上造型,可省去挖砂操作。成形底板可根据生产数量的不同,分别用金属、木材制作;如果件数不多,可用粘土较多的型砂春紧制成砂质成形底板,称为假箱。1.单件、小批生产:图示件属大尺寸、回转体,可采用刮板(ɡuābǎn)造型。2.成批生产:当批量大,但又无机械化生产条件时,可采用模样两箱造型。2、机器造型手工(shǒugōng)造型中的摏箱、起模两工序不仅效率低,劳动条件差,而且铸件尺寸不准确。机器造型将填砂、紧实和起模等主要工序实行机械化,并组成生产流水线。(1)紧砂方法:①震压紧砂②微振压紧砂③高压紧砂④抛砂紧砂(2)起模方法:①顶箱起模②漏模起模③翻箱起模震压紧砂:这类造型机主要由震击机构、压实机构、起模机构和控制系统组成。多通过震击和压实紧实型砂,绝大部分都是边震边压。震击压实都采用气动,为高频率低振幅的微振形式,铸型硬度(yìngdù)均匀。所有机器都带有起模结构,起模比较平稳。这种造型机的特点是:机构简单、操作方便、投资较小,适用于各种材质小件的造型。微振压紧砂:采用振击(频率150~500次/分,振幅(zhènfú)25~80mm)-压实-微振(频率700~1000次/分,振幅(zhènfú)5~10mm)来紧实造型。这种造型机噪音较小,型砂紧实度均匀,生产率高。高压紧砂:由许多可单独(dāndú)动作的触头组成。抛砂紧砂顶箱起模漏模起模翻箱起模3、机器(jīqì)制芯在大批量生产中,最常用的机器(jīqì)制芯方法是射芯机和壳(吹)芯机制芯。为获得高质量、高精度的铸件,提高生产率,人们在砂型铸造的基础(jīchǔ)上,创造了多种其它的铸造方法;通常把这些有别于砂型铸造的其他铸造方法通称为特种铸造。(1)金属型的材料金属型的材料一般采用铸铁,铸件的内腔可用金属型芯或砂芯得到,对于薄壁复杂(fùzá)铸件或钢铁铸件,多采用砂芯;对于形状简单铸件或非铁合金铸件,多采用金属型芯。(2)金属型的铸造工艺1)加强金属型的排气。2)在金属型的工作表面上喷刷涂料(túliào)。3)预热金属型并控制其温度。4)及时开型。(1).预热金属型浇注前预热金属型,可减缓铸型的冷却(lěngquè)能力,有利于金属液的充型及铸铁的石墨化过程。生产铸铁件,金属型预热至250~350℃;生产有色金属件预热至100~250℃。(2).刷涂料为保护金属型和方便排气,通常在金属型表面喷刷耐火涂料层,以免金属型直接受金属液冲蚀和热作用。调整涂料层厚度可以改变铸件各部分的冷却速度,并有利于金属型中的气体(qìtǐ)排出。浇注不同的合金,应喷刷不同的涂料。如铸造铝合金件,应喷刷由氧化锌粉、滑石粉和水玻璃制成的涂料;对灰铸铁件则应采用由石墨粉、滑石粉、耐火粘土粉及桃胶和水组成的涂料。(3).浇注金属型的导热性强,因此(yīncǐ)采用金属铸型时,合金的浇注温度应比采用砂型高出20~30℃。一般的,铝合金为680℃~740℃;铸铁为1300℃~1370℃;锡青铜为1100~1150℃。薄壁件取上限,厚壁件取下限。铸铁件的壁厚不小于15mm,以防白口组织。(4).开型