如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
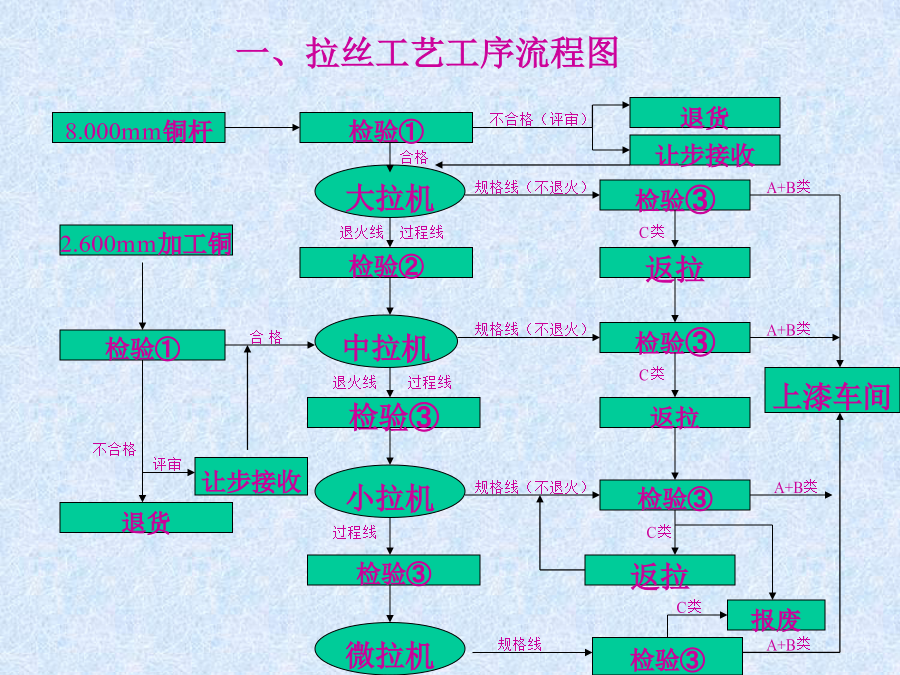
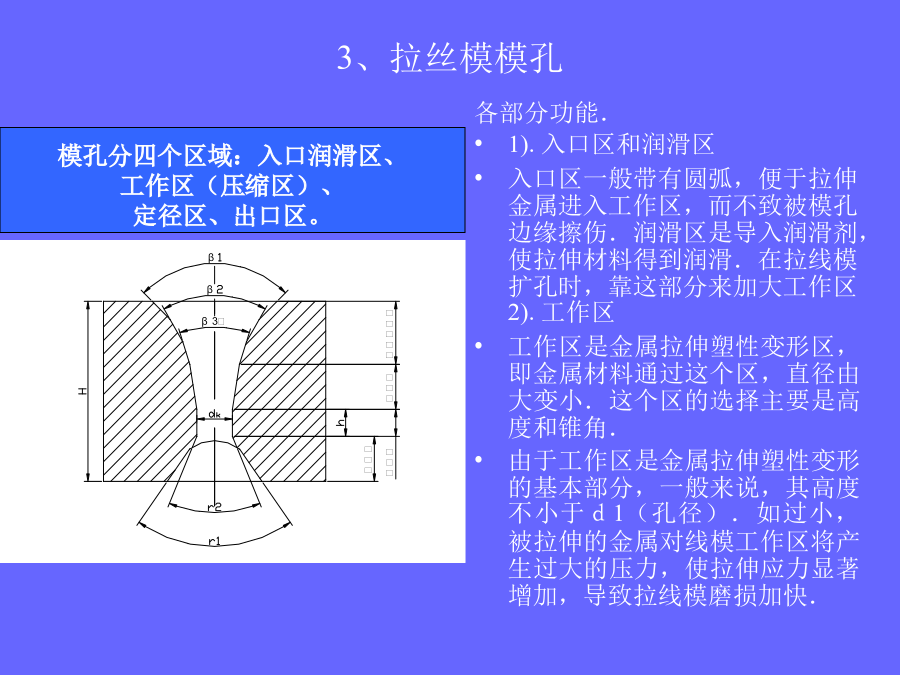
拉丝工艺理论知识培训一、拉丝工艺工序流程图二、拉丝工艺理论知识培训二、模具3、拉丝模模孔工作区的高度,随拉伸材料的性质,及其直径和润滑情况而有所不同.其选择的原则是:①.拉伸软金属线时,应较硬金属线短.②.拉伸小直径线材时,就较大直径线材短.③.湿式润滑拉伸时,应较于式润滑短.工作锥角的选择原则是:①.压缩率愈小,工作锥角应愈小.②.拉伸线材愈硬,工作锥角就愈小.③.拉伸小直径材料较大直径材料小.对拉线模孔型来说,工作锥角较大时,垂直于模孔表面的正压力增加;当工作锥角较小时,沿着模孔表面的力(磨擦力)增加.理想的工作锥角是希望上述正压力和磨擦力的合力线为最小.3).定径区制品通过定径区,得到所需要的形状和尺寸.定径区的长度,视拉伸材料的软硬.截面积的大小和润滑情况而有所不同.定径区高度的选择原则是:①.拉伸软金属材料较硬金属材料短.②.拉伸大直径材料较小直径材料短.③.湿式润滑拉伸较干式润滑拉制短.4).出口区出口区是被拉伸材料离开模孔的最后通过部分.它能保护定径区不致崩裂,并在停机时,不使线材因倒车而擦伤.三、拉丝油四、设备及辅助性设备三、拉丝过程中一些常见问题分析1、中央爆裂的种类1)、铜杆中含氧量过高(大于6000PPM)引起的中央爆裂;2)、夹杂物引起的中央爆裂;3)、拉丝设备不良导致的中央爆裂(如不恰当的眼模进角);2、中央爆裂的形成过程观察中央爆裂断线的纵剖面的金相照片,我们发现原先排列整齐的氧化亚铜颗粒因受应力影响而呈现扭曲变形及参次不齐的状况,从金相图来观察断线的形成过程(图中显示:氧化亚铜粒子已明显扭曲集中,并有微小裂纹产生,此时还未断线),若在大拉时造成此现象,虽有足够的强度维持不断线,但在后续中拉过程中只要再施加外力,则必然造成断线,同理若在中拉时造成内伤,细拉时必然有问题。(发生断线时,拉成的铜线硬而脆,一弯就断,常被误认为铜质不佳。)3、中央爆裂的预防由于连铸连扎铜杆具有较稳定的品质,其它原因断线很少,因此对中央爆裂的预防尤其重要。预防方法:1)、定期检查眼模的变形角,磨损过大应及时更换2)、定期检查拉丝液的浓度、温度、PH值和电导度,及时添加或更换拉丝油。3)、检查拉丝机的塔轮,磨损严重时及时更换。A、气泡断线(主要是铜才原因所致)此种断线的断面呈孔洞状,其放大图片其孔洞表面非常平滑,无凸起或开裂的现象。气泡断线的形成原因是铸成时氢气控制不当,冷却不良产生缩孔所致,若孔洞较小则在后续的热加工过程中也许会闭合,若孔洞较大则无法闭合,于是造成气泡断线。B、夹杂物断线(主要是铜才原因所致)夹杂物断线是断线中较为常见的一种,从外形看可以分为两类,一类是夹杂物存在的断线,另一类是夹杂物丢失的断线。D、“V”形断线这种断线的主要特征是铜线表面有连续性的“V”字形裂纹,“V”字的尖端为拉伸方向。形成的主要原因是拉伸眼模角度不当导致,或者是拉线时铜线没有水平进入眼模而呈某角度进入时,因线材与眼模单面过度摩擦也可能造成“V”形裂痕,由金相图可以观察到氧化亚铜粒子受外力的作用以“V”形裂口处为基点呈扭曲波浪状排列。另外,若铜材表层的含氧量过分集中,亦较易产生“V”形裂痕,最终导致断线。E、铜刺或裂片(主要是铜才原因所致)铜刺的发生与夹杂物相似,在延扎或铸造时产生,因此可以分为铸成(CAST-INSLIVER)及扎成(ROLLED-INSLIVER)两种,铸成铜刺发生于铸造时冷却不当或铜水中含氧量过高;扎成铜刺来自延扎过程中,修边机未调整好,或扎轮间隙调整不当,导致刮伤等。一般来讲,铜刺或长条裂片与铸造或延扎时所发生的氧化亚铜粒子有关,因为氧化亚铜的存在阻止铜杆在加工时裂痕闭合,因此在拉伸后铜线表面产生刺或长条裂片,严重时造成断线。F、张力断线张力断线是拉伸过程中常见的一种断线,其断线特征是断头呈杯锥状或尖锥状,由于拉力大于铜线本身的抗拉强度,造成断线。产生原因:铜线拉伸过程中润滑不良,眼模角度不当,眼模前堆积铜粉,减面率过大及速度匹配不当均可能造成张力断线。G、铜粉断线拉丝润滑液中有相当量的铜粉,拉丝时铜粉会在眼模进角处堆积,使铜线卡紧在眼模内造成断线;另外铜刺剥落堆积在眼模前也会造成断线。E、接头断线接头断线外形可以分为四类:鱼口形断线,其余三种为平头形、斜刃形、尖刺形。接头断线的最大原因在于氧化亚铜粒子在连接部分过分集中,或者接线时温度太高造成晶粒的成长,另外焊接后花边清除不干净亦会造成断线。F、机械损伤断线这种断线的主要原因在于铜杆或铜线的排线不良而造成乱线,在未进入拉丝机前因乱线形成线与线之间的纠缠打结,无法进入眼模而断线。J、扭短与熔断扭断:线材因受扭力而断线,最常发生在生产通信电缆的绞合机上。熔断:这种现象