如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
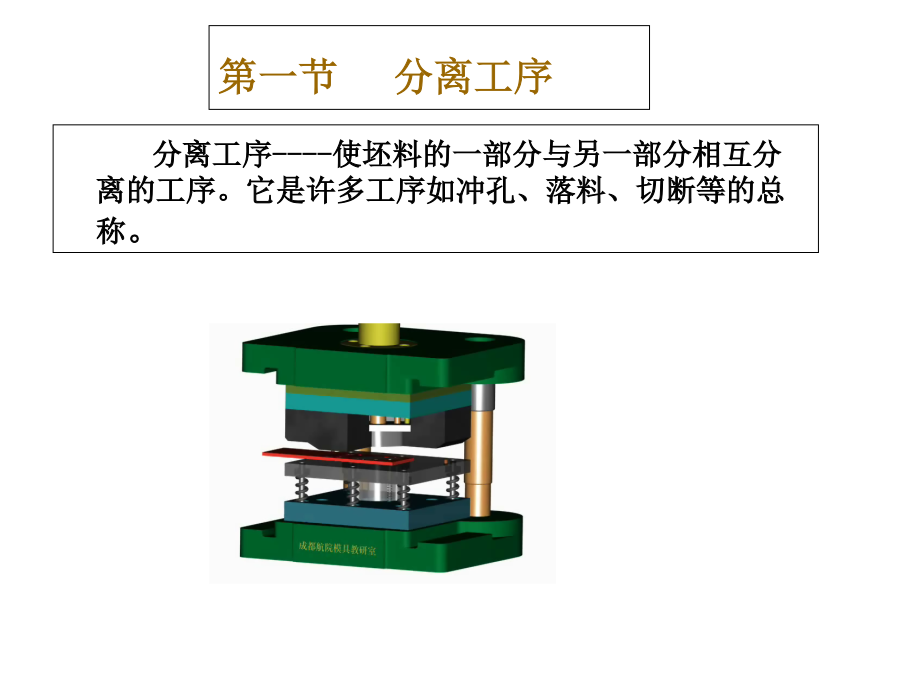
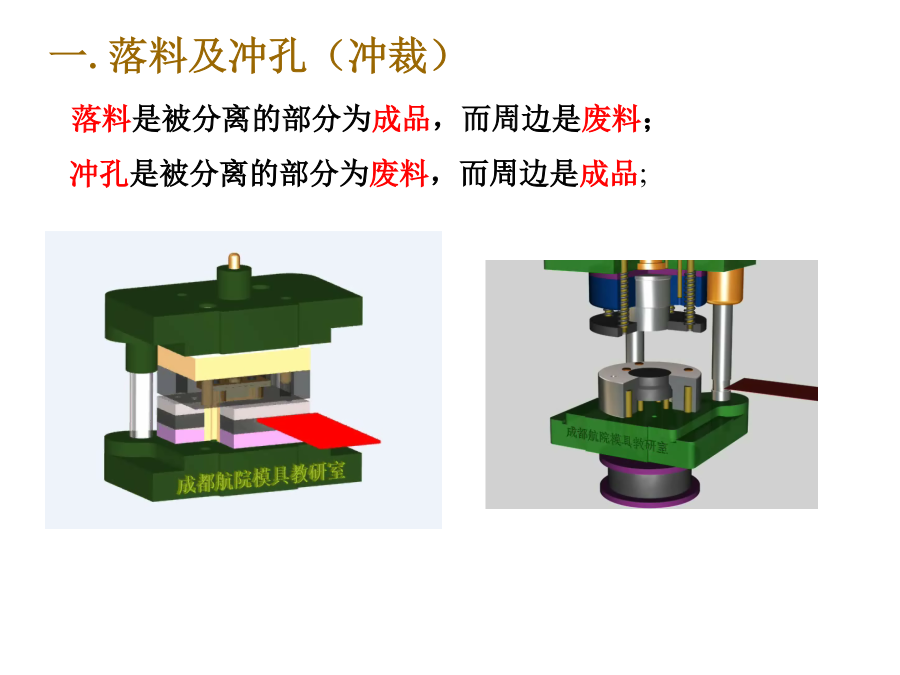
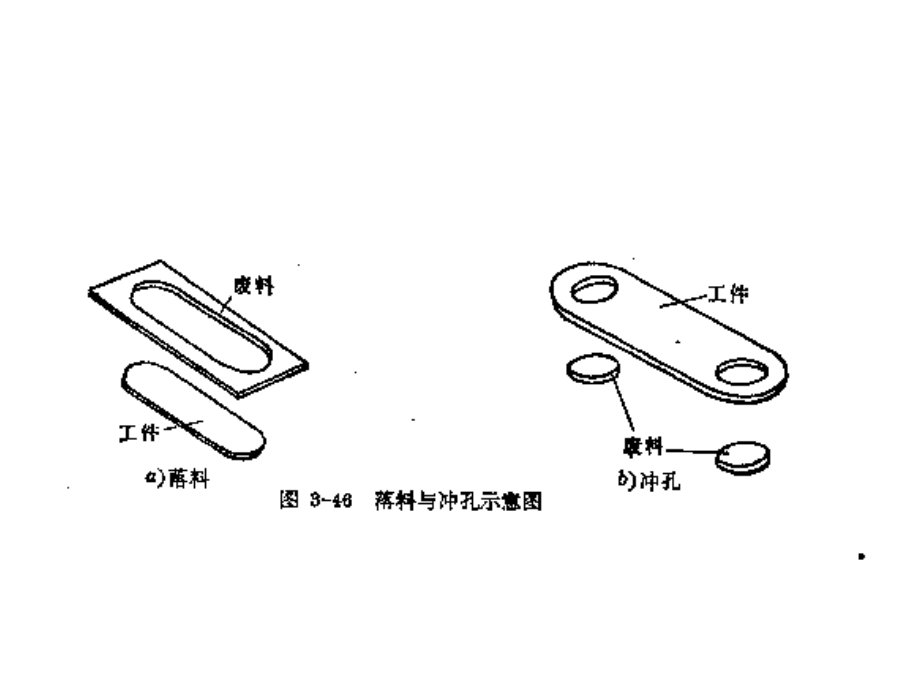
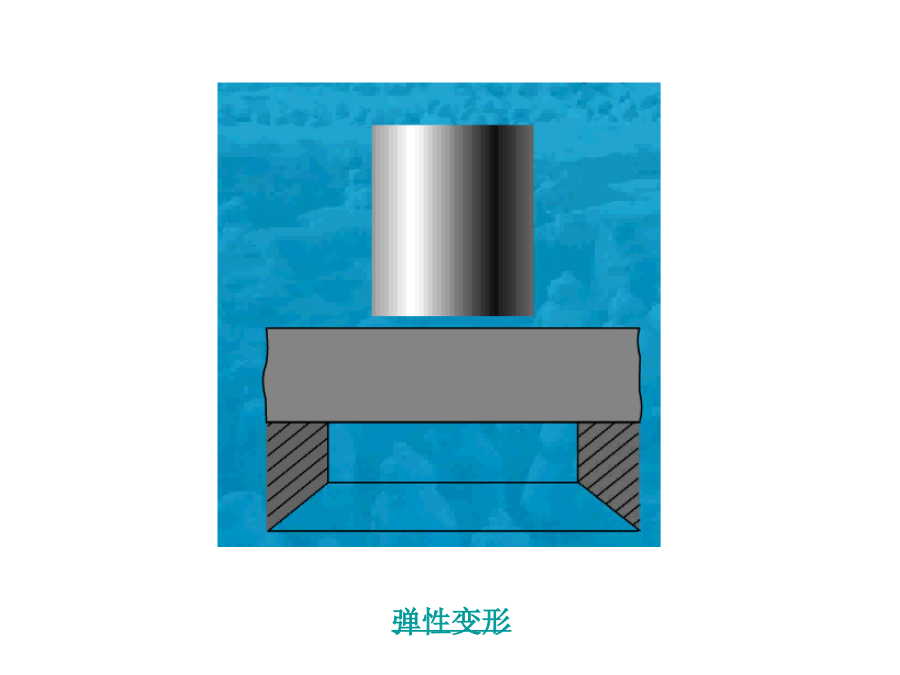
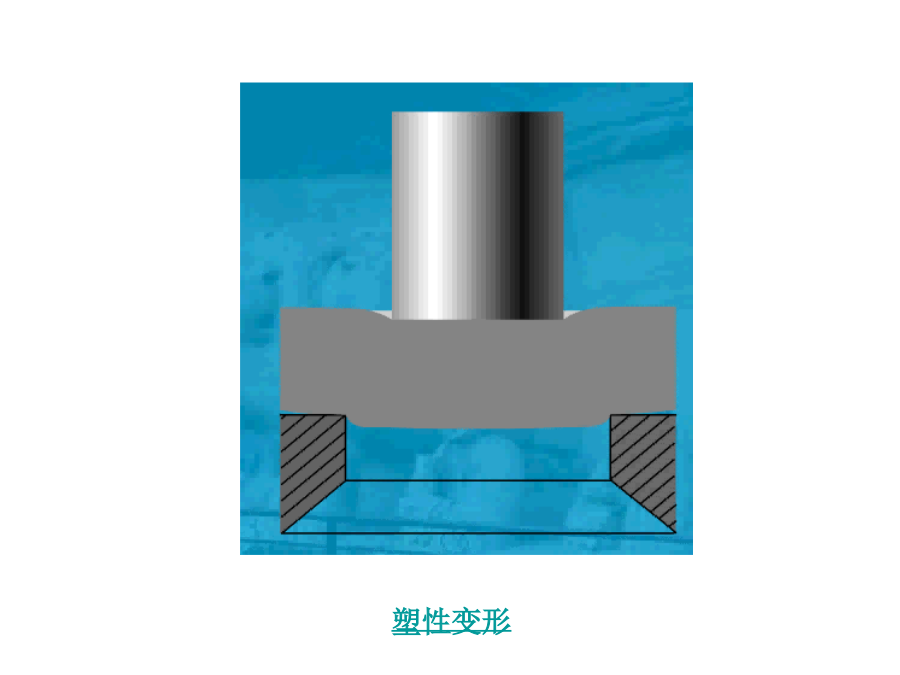
冲压工艺的基础知识和详细介绍板料冲压具有如下特点:第一节分离工序一.落料及冲孔(冲裁)1.冲裁变形过程弹性变形塑性变形断裂阶段冲裁2、凸凹模间隙凹模间隙c的确定:间隙不能过大,也不能过小。间隙合适间隙过大间隙过小凸凹模间隙对冲裁件质量的影响2、凸凹模间隙凹模间隙c的确定:间隙不能过大,也不能过小。按材料种类及厚度选择间隙3、凸凹模刃口尺寸的确定:落料模:取凹模作为设计基准凹模刃口尺寸=工件要求尺寸(小尺寸);凸模刃口尺寸=凹模刃口尺寸-间隙值冲孔模:取凸模作为设计基准凸模刃口尺寸=工件要求尺寸(大尺寸);凹模刃口尺寸=凸模刃口尺寸+间隙值落料件尺寸随凹模刃口磨损而增大,冲孔件尺寸随凸模磨损而减小,所以4、冲裁力的计算:5、冲裁件的排样:不同排样方式材料消耗对比二修整三切断切断---用剪刃或冲模将板料沿不封闭轮廓进行分离的工序。此外还有切舌(如图所示)、切边、剖切等工序。第二节变形工序拉深(2)拉深中的废品。拉裂起皱正确选择拉伸系数避免起皱的工艺方法(3)旋压:用旋压法制作拉深件二、弯曲是坯料的一部分相对于另一部分弯曲成一定曲率或角度的工序。二、弯曲是坯料的一部分相对于另一部分弯曲成一定曲率或角度的工序。回弹3翻边翻边圆孔翻边举例4、成型利用局部变形使坯料或使半成品改变形状的工序。多工序成型零件落料后;三次拉深;冲孔;翻边;冲缺。5冲模的分类和构造简单冲模:在冲床的一次冲程中只完成一个工序的冲模。连续冲模:在冲床的一次冲程中,在模具的不同部位同时完成数道工序的模具。复合冲模:在冲床的一次冲程中,在模具的同一部位同时完成数道工序的模具。凸、凹模做成一体6冲压件的结构工艺性不合理的落料外形②对弯曲件的要求:弯曲件形状应尽量对称,弯曲半径不能小于材料允许的最小弯曲半径,并应考虑材料的纤维方向;弯曲边过短不易成形,H>2s如图所示;弯曲带孔件时,为避免孔的变形,应注意孔的位置,L>(1.5—2)s.如图所示弯曲时有时可事先钻出止裂孔,如图所示;空心零件不易过高、过深,如图所示;图3.3.19弯曲边高图3.3.20带孔弯曲件③对拉深件的要求:拉深件外形应简单、对称,且高度不宜太大,以便减少拉伸次数;拉深件的最小许可半径如图所示;(3)拉深件的要求拉深件最小允许半径(2)、改进结构可以简化工艺及节省材料采用冲焊结构。如图所示.采用冲口工艺,以减少组合件数量。在保证使用功能的条件下,应尽量简化构件结,以减少工序、节省材料.改进结构和简化工艺图冲压焊接结构零件图冲口工艺的应用八道工序