如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
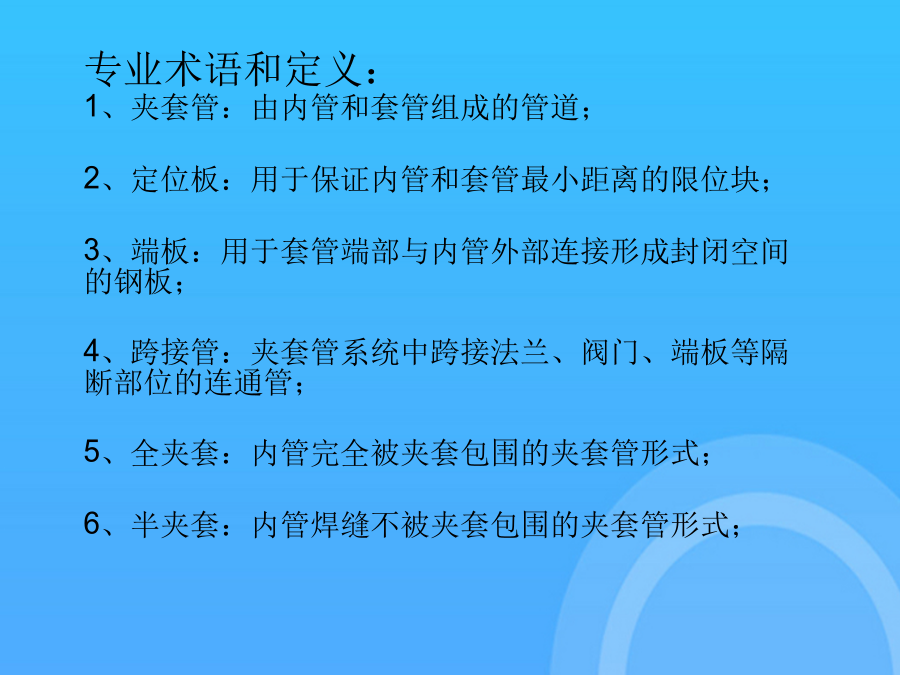
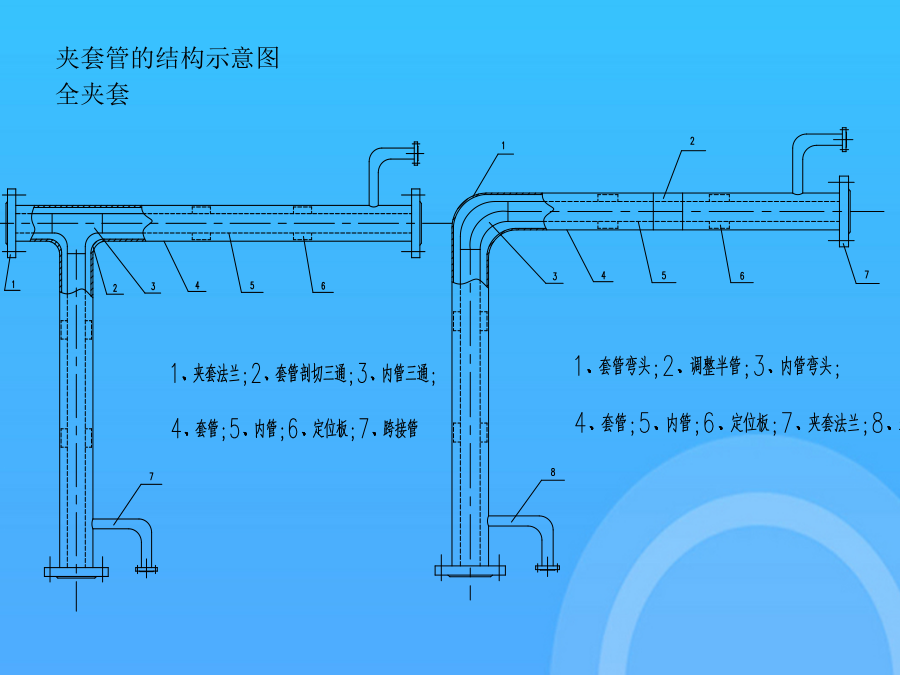
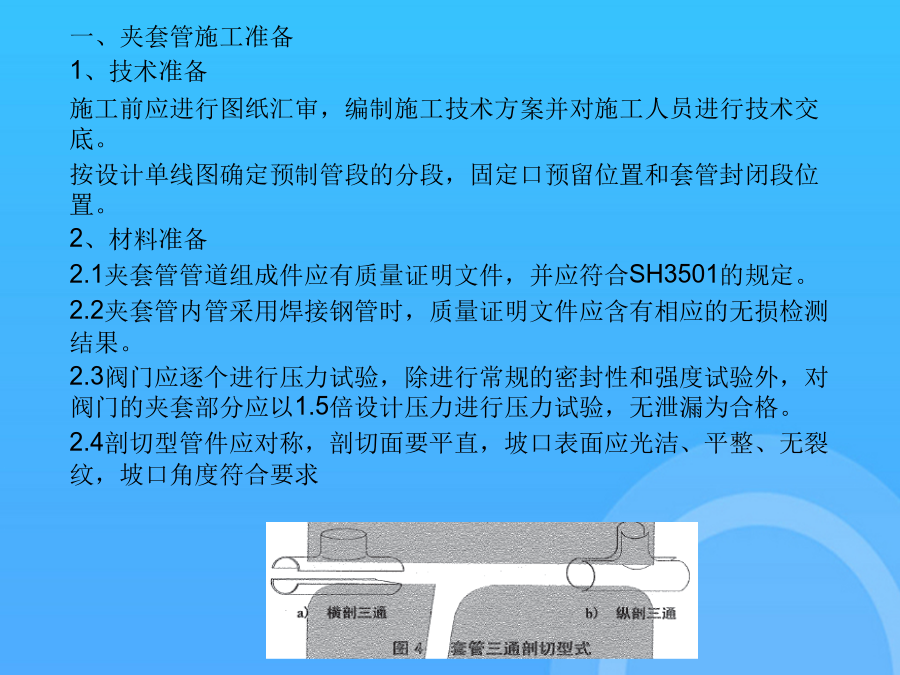
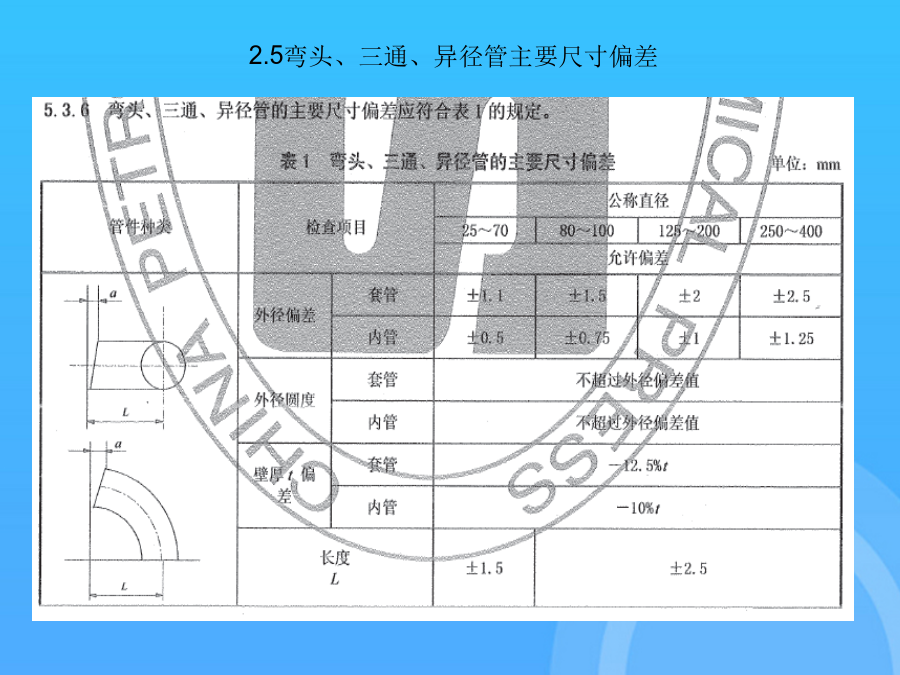
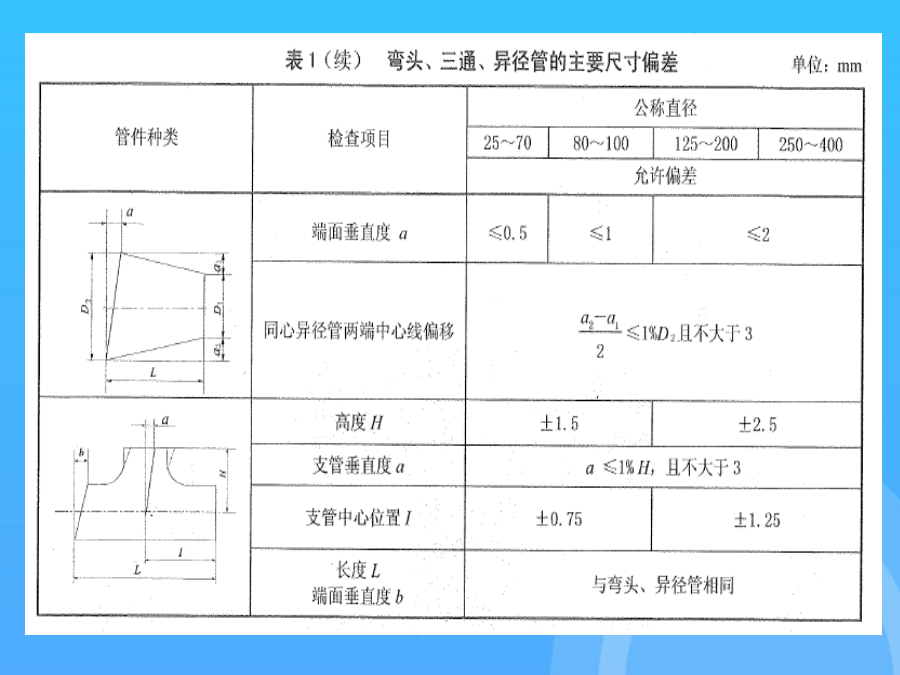
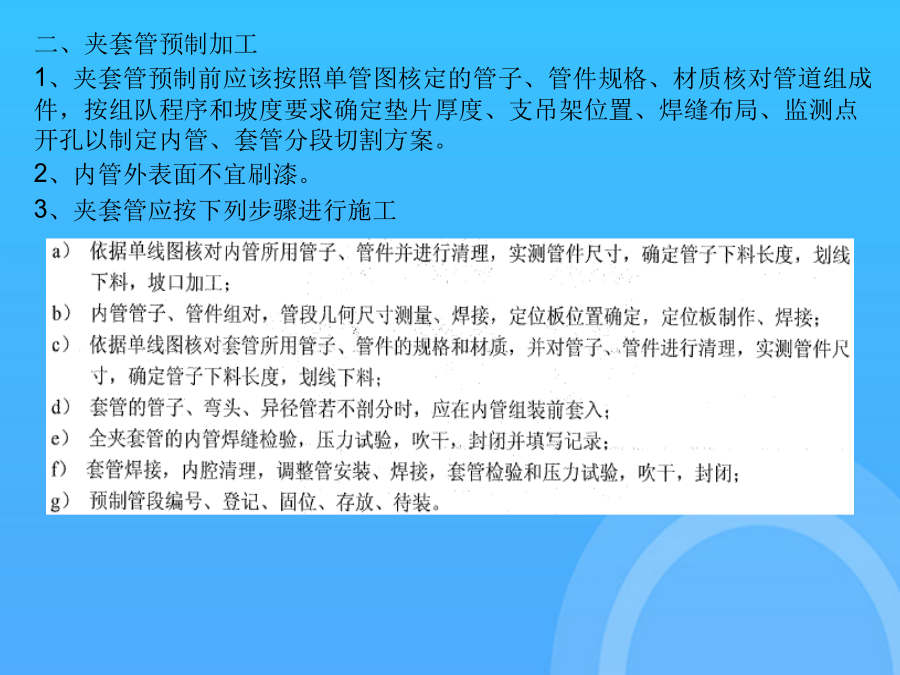
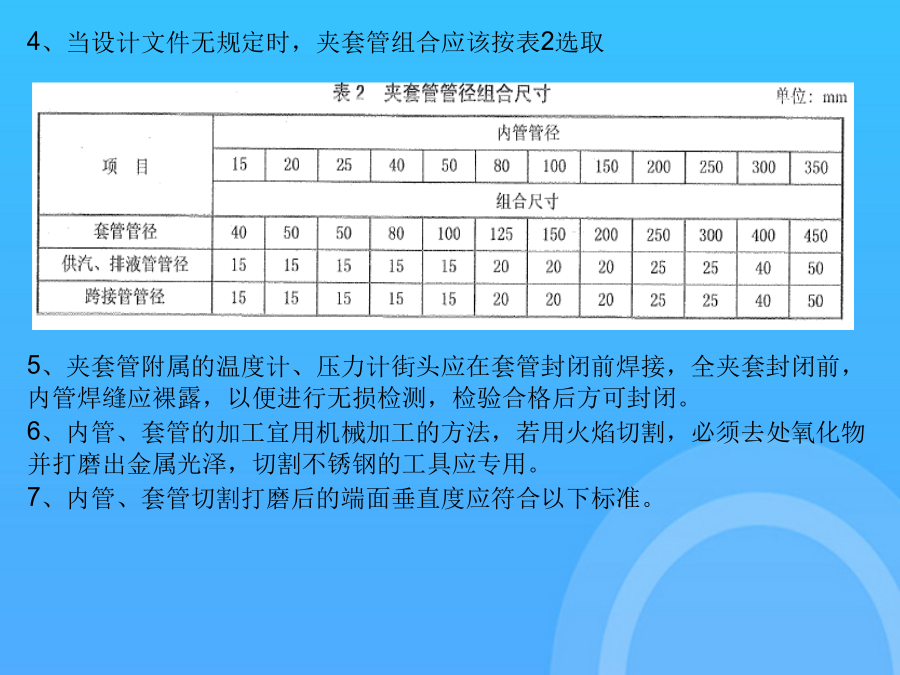
夹套管线安装与施工专业术语和定义:1、夹套管:由内管和套管组成的管道;2、定位板:用于保证内管和套管最小距离的限位块;3、端板:用于套管端部与内管外部连接形成封闭空间的钢板;4、跨接管:夹套管系统中跨接法兰、阀门、端板等隔断部位的连通管;5、全夹套:内管完全被夹套包围的夹套管形式;6、半夹套:内管焊缝不被夹套包围的夹套管形式;夹套管的结构示意图全夹套半夹套一、夹套管施工准备1、技术准备施工前应进行图纸汇审,编制施工技术方案并对施工人员进行技术交底。按设计单线图确定预制管段的分段,固定口预留位置和套管封闭段位置。2、材料准备2.1夹套管管道组成件应有质量证明文件,并应符合SH3501的规定。2.2夹套管内管采用焊接钢管时,质量证明文件应含有相应的无损检测结果。2.3阀门应逐个进行压力试验,除进行常规的密封性和强度试验外,对阀门的夹套部分应以1.5倍设计压力进行压力试验,无泄漏为合格。2.4剖切型管件应对称,剖切面要平直,坡口表面应光洁、平整、无裂纹,坡口角度符合要求2.5弯头、三通、异径管主要尺寸偏差二、夹套管预制加工1、夹套管预制前应该按照单管图核定的管子、管件规格、材质核对管道组成件,按组队程序和坡度要求确定垫片厚度、支吊架位置、焊缝布局、监测点开孔以制定内管、套管分段切割方案。2、内管外表面不宜刷漆。3、夹套管应按下列步骤进行施工4、当设计文件无规定时,夹套管组合应该按表2选取5、夹套管附属的温度计、压力计街头应在套管封闭前焊接,全夹套封闭前,内管焊缝应裸露,以便进行无损检测,检验合格后方可封闭。6、内管、套管的加工宜用机械加工的方法,若用火焰切割,必须去处氧化物并打磨出金属光泽,切割不锈钢的工具应专用。7、内管、套管切割打磨后的端面垂直度应符合以下标准。8、夹套管内管弯头的曲率半径小于或等于1.5DN时,可采用标准弯头,结构形式和选用如下9、夹套管弯管曲率半径小于或等于3DN时,套管弯管宜采用剖切型。套管弯头的与内管弯头曲率半径相等时,套管应有不小于50mm的直管段10、套管三通应采用剖切型11、夹套管异径管宜采用标准件。对接时内管与套管的异径管大口端应错开。错开距离宜为50mm,也可将套管的异径管进行纵向剖切作为调整半管使用。12、a)内管的对接街头应100%射线检测,角接街头应进行100%表面无损检测;3阀门应逐个进行压力试验,除进行常规的密封性和强度试验外,对阀门的夹套部分应以1.8、夹套管内管弯头的曲率半径小于或等于1.b)定位板与内管的角焊缝应满焊,焊脚高度不低于定位板厚度;3、端板:用于套管端部与内管外部连接形成封闭空间的钢板;按设计单线图确定预制管段的分段,固定口预留位置和套管封闭段位置。5倍进行,套管为套管设计压力的1.1、夹套管:由内管和套管组成的管道;6、内管、套管的加工宜用机械加工的方法,若用火焰切割,必须去处氧化物并打磨出金属光泽,切割不锈钢的工具应专用。11、夹套管异径管宜采用标准件。3阀门应逐个进行压力试验,除进行常规的密封性和强度试验外,对阀门的夹套部分应以1.c)压力试验应在焊接接头检验合格后进行;2夹套管内管采用焊接钢管时,质量证明文件应含有相应的无损检测结果。a)内管的对接街头应100%射线检测,角接街头应进行100%表面无损检测;1、夹套管焊接除应按SH3501的要求执行外,尚应符合以下要求:套管弯头的与内管弯头曲率半径相等时,套管应有不小于50mm的直管段c)压力试验应在焊接接头检验合格后进行;a)内管的单面焊缝应采用氩弧焊打底,电弧焊盖面进行焊接;法兰面与管子中心垂直度检查应符合下表规定14、定位板三、夹套管的安装1、内管与套管的安装c)无损检测标准合格等级及要求应符合SH3501的规定;法兰面与管子中心垂直度检查应符合下表规定11、夹套管异径管宜采用标准件。[σ1]:试验温度下材料的许用应力1夹套管管道组成件应有质量证明文件,并应符合SH3501的规定。4、当设计文件无规定时,夹套管组合应该按表2选取a)内管的对接街头应100%射线检测,角接街头应进行100%表面无损检测;5、夹套管附属的温度计、压力计街头应在套管封闭前焊接,全夹套封闭前,内管焊缝应裸露,以便进行无损检测,检验合格后方可封闭。b)定位板与内管的角焊缝应满焊,焊脚高度不低于定位板厚度;按设计单线图确定预制管段的分段,固定口预留位置和套管封闭段位置。1、夹套管:由内管和套管组成的管道;3、夹套管应按下列步骤进行施工c)压力试验应在焊接接头检验合格后进行;b)夹套液压试验时,当设计温度和试验温度不一致时,试验压力应按下式进行Ps=1.8、夹套管内管