如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
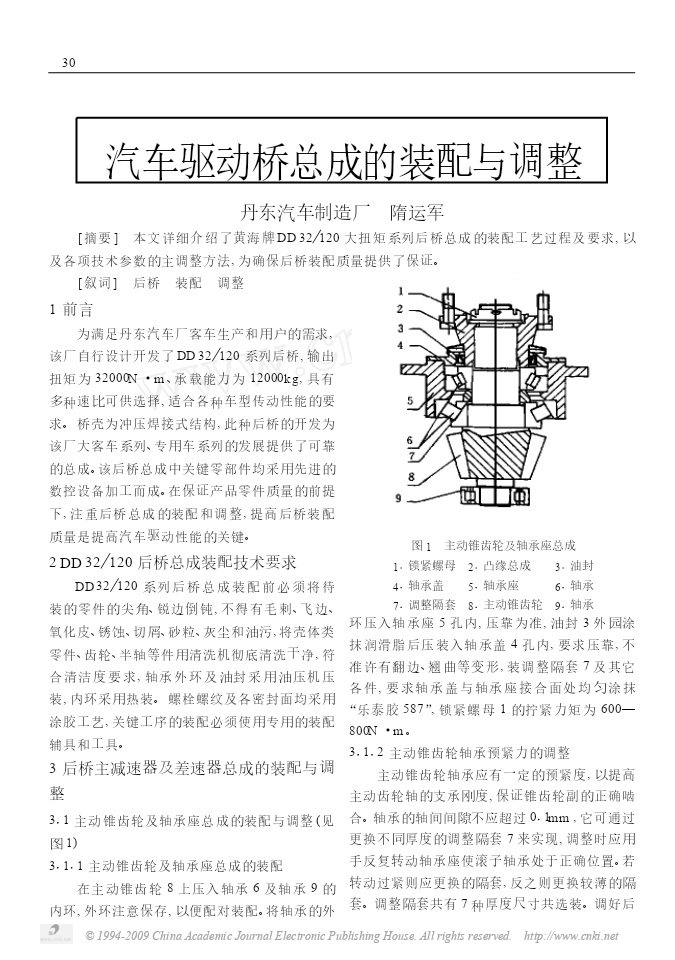
30汽车驱动桥总成的装配与调整丹东汽车制造厂隋运军[摘要]本文详细介绍了黄海牌DD32ö120大扭矩系列后桥总成的装配工艺过程及要求,以及各项技术参数的主调整方法,为确保后桥装配质量提供了保证。[叙词]后桥装配调整1前言为满足丹东汽车厂客车生产和用户的需求,该厂自行设计开发了DD32ö120系列后桥,输出扭矩为32000N·m、承载能力为12000kg,具有多种速比可供选择,适合各种车型传动性能的要求。桥壳为冲压焊接式结构,此种后桥的开发为该厂大客车系列、专用车系列的发展提供了可靠的总成。该后桥总成中关键零部件均采用先进的数控设备加工而成。在保证产品零件质量的前提下,注重后桥总成的装配和调整,提高后桥装配质量是提高汽车驱动性能的关键。图1主动锥齿轮及轴承座总成2DD32ö120后桥总成装配技术要求11锁紧螺母21凸缘总成31油封DD32ö120系列后桥总成装配前必须将待41轴承盖51轴承座61轴承装的零件的尖角、锐边倒钝,不得有毛剌、飞边、71调整隔套81主动锥齿轮91轴承环压入轴承座5孔内,压靠为准,油封3外园涂氧化皮、锈蚀、切屑、砂粒、灰尘和油污,将壳体类抹润滑脂后压装入轴承盖4孔内,要求压靠,不零件、齿轮、半轴等件用清洗机彻底清洗干净,符准许有翻边、翘曲等变形,装调整隔套7及其它合清洁度要求,轴承外环及油封采用油压机压各件,要求轴承盖与轴承座接合面处均匀涂抹装,内环采用热装。螺栓螺纹及各密封面均采用“乐泰胶587”,锁紧螺母1的拧紧力矩为600—涂胶工艺,关键工序的装配必须使用专用的装配800N·m。辅具和工具。31112主动锥齿轮轴承预紧力的调整3后桥主减速器及差速器总成的装配与调主动锥齿轮轴承应有一定的预紧度,以提高整主动齿轮轴的支承刚度,保证锥齿轮副的正确啮311主动锥齿轮及轴承座总成的装配与调整(见合。轴承的轴间间隙不应超过011mm,它可通过图1)更换不同厚度的调整隔套7来实现,调整时应用31111主动锥齿轮及轴承座总成的装配手反复转动轴承座使滚子轴承处于正确位置。若转动过紧则应更换的隔套反之则更换较薄的隔在主动锥齿轮8上压入轴承6及轴承9的,套。调整隔套共有7种厚度尺寸共选装。调好后内环,外环注意保存,以便配对装配。将轴承的外©1994-2009ChinaAcademicJournalElectronicPublishingHouse.Allrightsreserved.http://www.cnki.net31用115—2N·m的力矩(除去油封阴力)应能转片之间的间隙Z,其值应为018—114mm。测量动凸缘总成。方法是:用018mm的塞尺插入半轴齿轮支掌面312差速器总成的装配与调整(见图2)与止推垫片之间,如果行星齿轮都能灵活旋转,则最小间隙符合要求,反之,如果行星齿轮不能灵活旋转,则说明间隙过小,应减薄止推垫片,用114mm的塞尺用同样的方法测量,如果行星齿轮不能旋转一周而卡死,则说明最大间隙符合要求,如果仍能自由旋转,说明间隙过大,应更换较厚的止推垫片。3131主减速器总成的装配与调整(见图3)图2差速器总成11差速器右壳21行星齿轮31行星齿轮垫片41差速器左壳51从动锥齿轮61联接螺栓71轴承81十字轴91联接螺栓101半轴齿轮111半轴齿轮止推垫片31211差速器总成的装配在差速器左壳4、右壳1的小端轴颈压入轴承7内环,将从动锥齿轮5齿面朝下放在装配辅具上,与左壳用24件端面带防松齿形的联接螺图3后桥主减速器及差速器总成栓6紧固,螺栓螺纹处均匀涂抹“乐泰胶271”,11轴承盖21调整螺母31差速器总成螺检的拧紧力矩为160—200·,在差速器Nm41主减速器壳51调整垫生61主动锥齿轮及轴承座总成左、右壳内装入半轴齿轮止推垫片11和半轴齿31311主减速器总成的装配轮10,在十字轴8上装入行星齿轮2和行星齿首先将主减速器壳4吊至装配台架上,拆下轮垫片3,左、右壳组合,保证配对标记对正,用轴承盖1,单独存放以便配对装配,吊装差速器带花键的轴转动半轴齿轮,调整间隙。调好后,用总成,配对装轴承盖1及调整螺母2,并拧紧螺12件端面带防松齿形的联接螺栓紧固,螺栓螺栓,拧紧力矩达400—500N·m。在主减速器壳纹均匀涂抹“乐泰胶271”,螺栓拧紧力矩为小端面上均匀涂“乐泰胶587”,加适当厚度的调200—250N·m。整垫片5,再涂一层“乐泰胶587”,涂胶时必须注31212差速器齿轮副啮合间隙的调整意油道孔保持畅通,不能堵塞,按园锥被动齿轮差速器半轴齿轮和行星齿轮的啮合间隙为配对号吊装主动锥齿轮及轴承座总成6,拧紧螺0126—0136,