如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
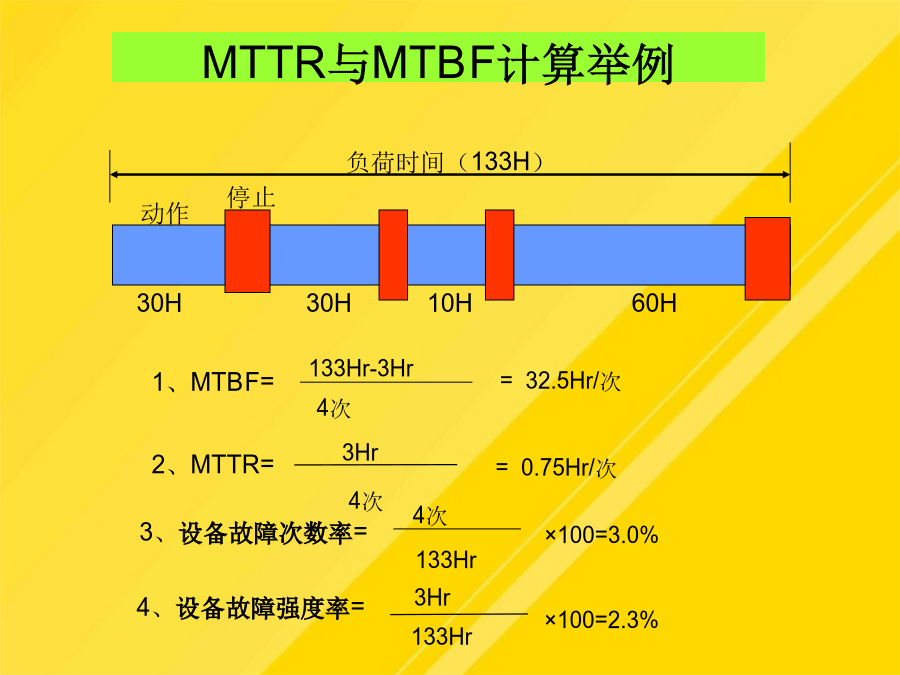
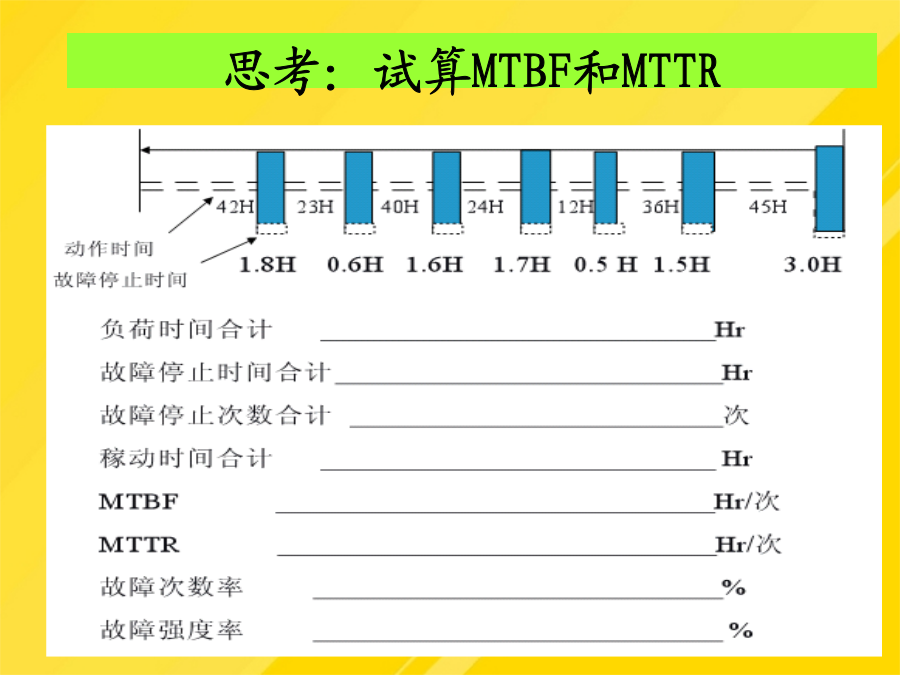
TPM-全员设备管理与维护实务认识设备与设备管理企业经营与TPMTPM的含义及其演进过程TPM活动与设备管理的关联TPM内容及组织推行保证设备综合效率OEE计算与分透过OEE看企业的浪费与改善潜力设备与机器设备4设备管理的特点和评估尺度MTTR与MTBF计算举例思考:试算MTBF和MTTR设备管理的工作内容从企业生产经营立体体系看设备管理11经营环境与TPM什么是TPM四全:以全效率和完全有效生产率为目标;以全系统的预防维修体制为载体;以员工的行为全规范化为过程;以全体人员参与为基础。TPM本质:3大管理思想事后维修TPM字义演进JIT与TPM的理念比较TPM与TQC的比较TPM活动的目标实践证明之成果个案改善TPM的活动体系八大支柱的关联TPM和原有设备管理体制的关系TPM在设备维护体制中的定位TPM突出以设备为主题的四个“零”TPM活动推进的组织保证TPM展开实施的12步骤1.减少设备·模具的故障4.设备·模具的精密度管理2.缩短待机·准备时间5.省资源,省能源的推进3.基准设备的有效利用6.教育训练和人才的培养1.减少故障1,053件/月50件/月以下3.设备故障强度率1.7%0.5%以下4.非驱动时间5,100时间/月2,550时间/月以下(50%减)5.设备驱动率85%95%以上6.生产性的向上(能率)100%130%以上(30%)7.工程内不良的减少3.5%0.3%以下8.省能源100%75%以下9.改善提案件数3件/年·人10件/年·人以上10.灾害频度率15件/百万时间6件/百万时间一个成功的案例说明推行TPM的评价指标推行TPM的评价指标稼动率与设备总合效率分析OEE-缘由工作简化的负荷时间计划作业时间稼动时间=负荷时间-停线时间停线时间:工具更换、调整、故障停止、上下流等待、质量维持、确认、工件不良、操作失误、作业缓滞停止等时间节拍:生产一个单位制品需要的时间间隔速度稼动率=×100%某工厂实施8小时作业体制,其中中午休息1小时,上班时间包括早会,检查,清扫等20分钟,上、下午期间各休息15分钟。有一台设备,因应市场需要,每天加班30分钟,该设备理论节拍为0.8分钟,在正常稼动时间内应生产575件,但实际仅生产出418件,实际测得的节拍为1.1分钟,当天更换刀具及故障停机时间为70分钟。不良率维持2%。请问该设备的设备综合效率为多少?A:实际作业时间B:计划停止时间C:负荷时间D:停机损失时间E:稼动时间G:生产量H:良品率I:理论节拍J:实际节拍A:实际作业时间=480+30=510minB:计划停止时间50minC:负荷时间510-50=460minD:停机损失时间70minE:稼动时间C-D=390minG:生产量418件设备综合效率的计算<例>设备稼动率提升OEE思考:试算设备综合效率自主保全的新思路自主保全和专门保全的技能分担自主保全的目的自主保全的7个步骤诊断体系自主保全的成功要点自主保全的成功事例什么是自主保全范围手段分类制造部门的作用第7STEP(自主管理)动机自主保全的三大法宝TPM小组活动报告书活动管理板的记载项目○○组TPM活动板1:OPL的定义,目的,作用,特点OPL单点教材编辑11要点自主保全活动就是以操作人员为主,对设备和装置依据特定的标准,凭五官进行外表层面的检查。每天抽出时间由编写人对其他员工讲解培训。支援专业保养人员的突发修理☞没有确实追究损坏原因;(1)A类备件其在企业的全部备件中品种少,占全部品种的10%~15%,但占用的资金数额大,一般占用备件全部资金的80%左右。但实际仅生产出418件,实际测得的节拍为1.点检员对其管理区内的设备负有全权责任,严格遵守标准进行点检,制定维修标准,编制点检计划,检修计划,管理检修工程,编制材料计划及维修费用的预算。可立即解决但影响使用的问题某工厂实施8小时作业体制,其中中午休息1小时,上3)空载运行,瞬间停止工作但效率低下→慢性损失停线时间:由于以下的原因而引起的设备不能稼动的时间☞没有掌握追究原因的作法对专业点检人员要求很高,具有相当的专业知识和实际经验,掌握各种技术和管理标准,制定维修计划,材料计划,资金预算,分析故障及处理意见,提出改善设备的对策等。现有设备:改善设备体质,解决设备的LOSS,达到最大程度的效率。第六步:解析及对策草案评价设备润滑管理的八大任务简易诊断~判断设备的结构和部件有没有异常主题:小油杯的点检内容:安全.5S.自主保全说明:小油杯点检1.查看有无杯盖:如果没有杯盖,则粉尘易掉入而引起动作不良2.查看有无芯线:如果没有芯线,则油很容易一下子就流光作者目视化管理的定义目视化