如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
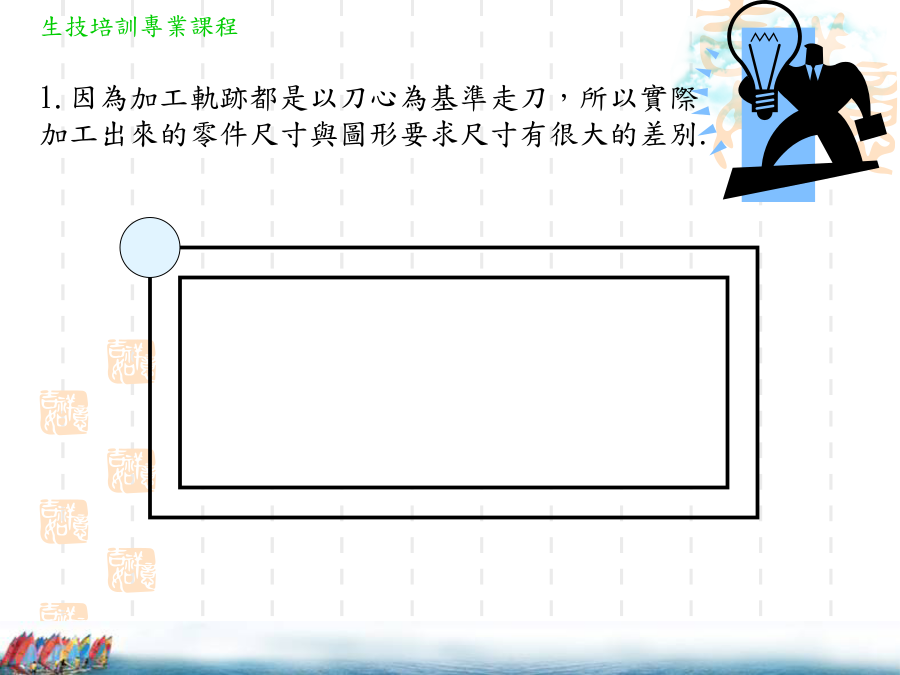
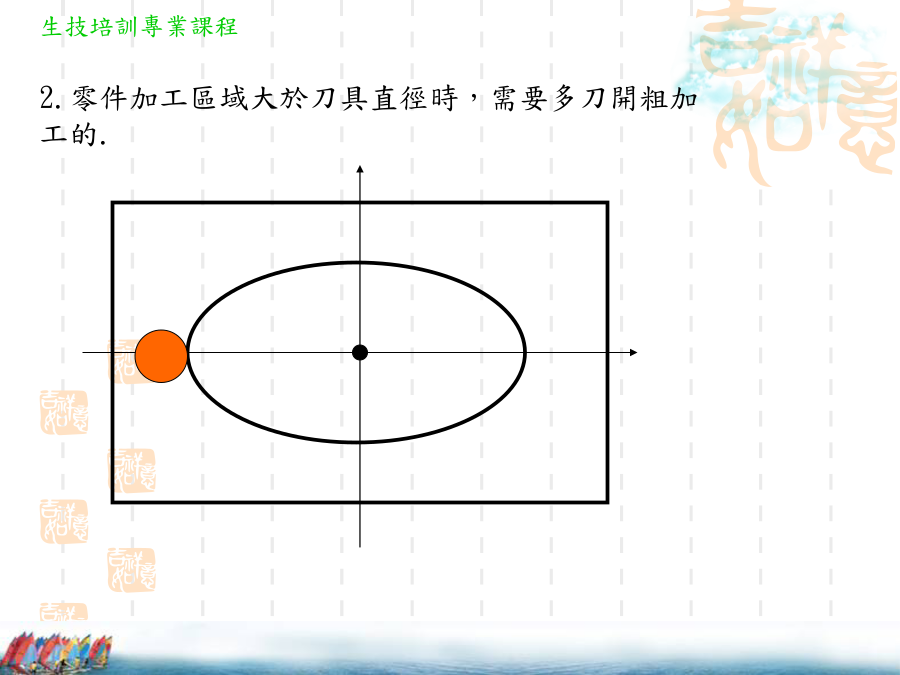
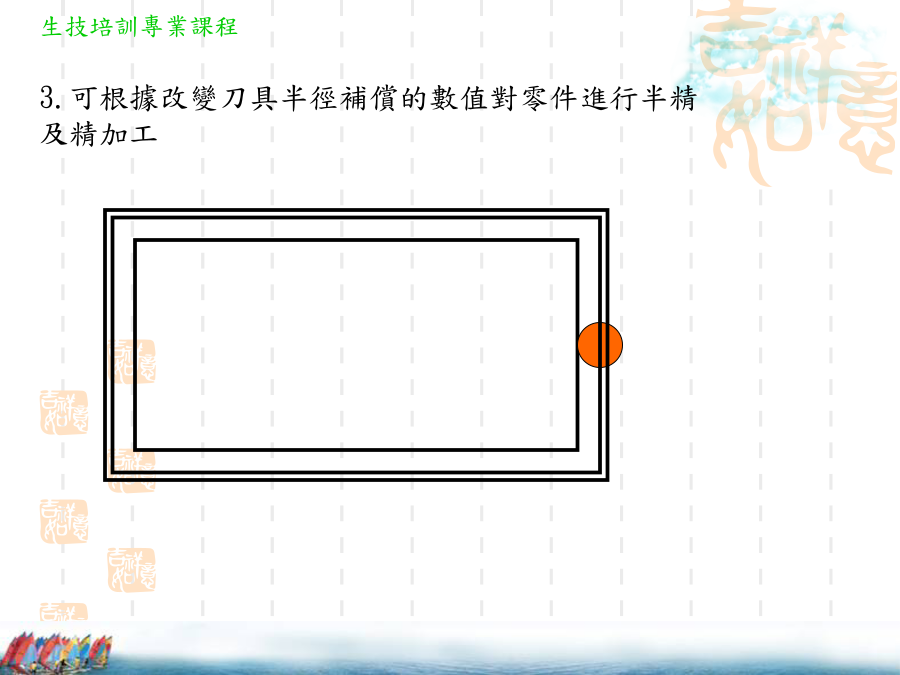
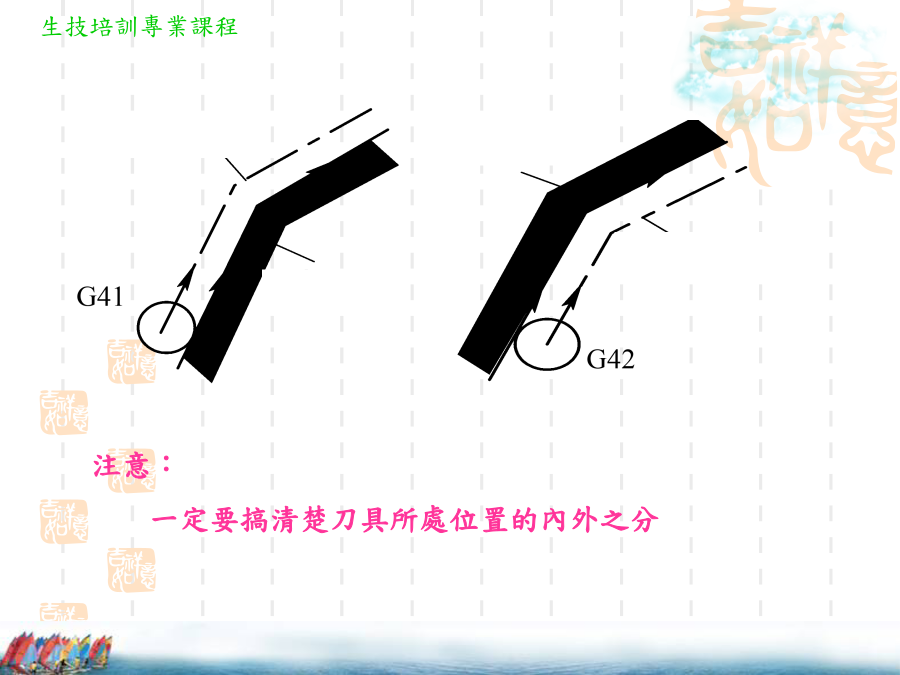
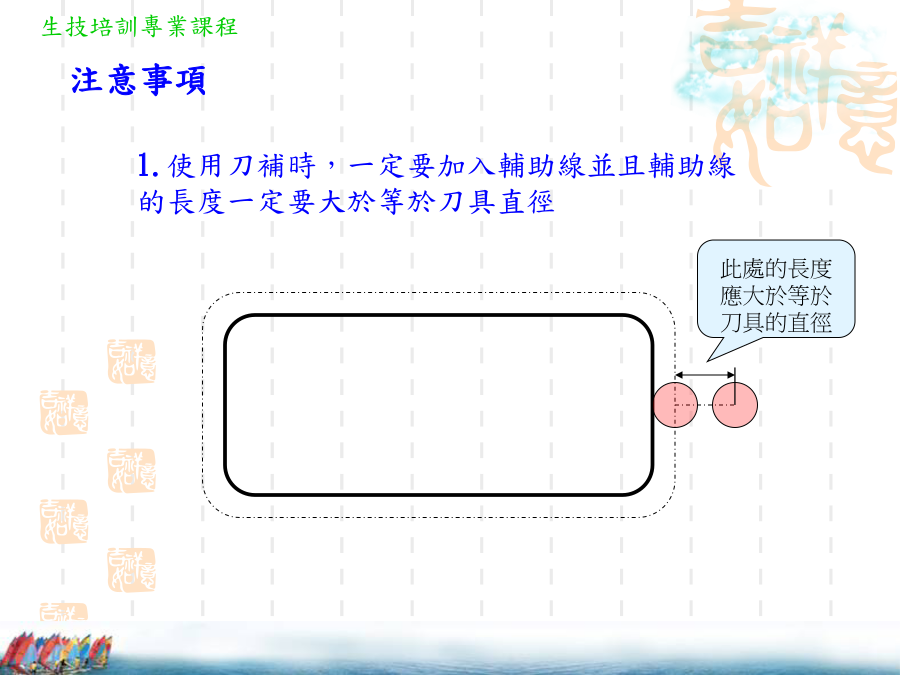
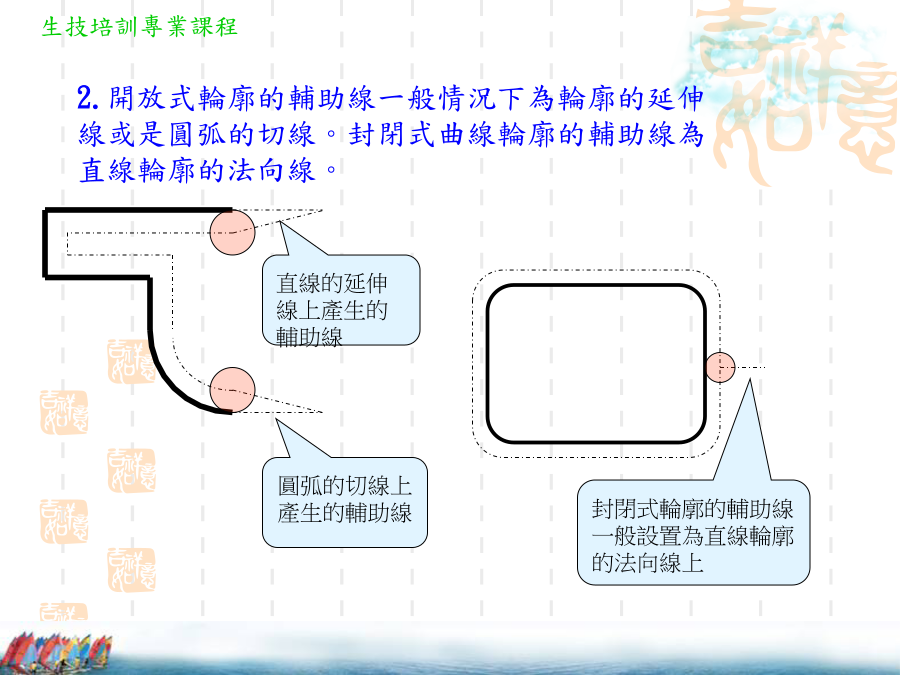
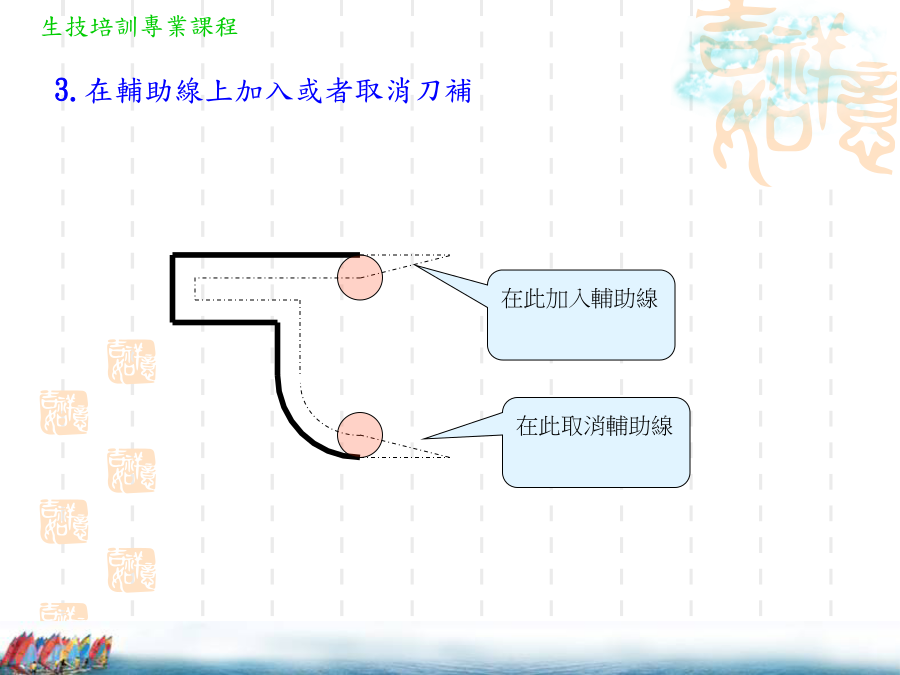
刀具半徑補償的講解為什麼要設置刀具半徑補償?1.因為加工軌跡都是以刀心為基準走刀,所以實際加工出來的零件尺寸與圖形要求尺寸有很大的差別.2.零件加工區域大於刀具直徑時,需要多刀開粗加工的.3.可根據改變刀具半徑補償的數值對零件進行半精及精加工编程指令与格式1、刀具半径补偿的建立(G41/G42)G41:刀具半徑左补偿。定义为假设工件不动,沿刀具运动方向向前看,刀具往切削方向的左边偏置一个半徑补偿值。G42:刀具半徑右补偿。定义为假设工件不动,沿刀具运动方向向前看,刀具往切削方向的右边偏置一个半徑补偿值。编程格式:G01G41X__Y__D__F__;G01G42X__Y__D__F__;2、刀具半徑补偿的取消(G40)编程格式一:G00/G01G40X__Y__;编程格式二:G00/G01X__Y__D00;注意:一定要搞清楚刀具所處位置的內外之分注意事項2.開放式輪廓的輔助線一般情況下為輪廓的延伸線或是圓弧的切線。封閉式曲線輪廓的輔助線為直線輪廓的法向線。3.在輔助線上加入或者取消刀補4.刀具從外下刀時,下刀時刀具所處的位置一定要在毛坯的外面,不允許直踩工件。在裡面下刀時一定要使用斜線及螺旋下刀方式5.刀具半径补偿D的参数补偿值在编写圆弧时注意圆弧半径干涉,补偿值必须要小于轮廓程序的半径值。習題講解二、实训准备设备:FANUCMC(1台)毛坯:65×60×3木头(1件)刀具:Ф10平底立铣刀量具:游标卡尺(1把)工具:卡盘扳手,刀架扳手夹具:平口虎钳Thanks