如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
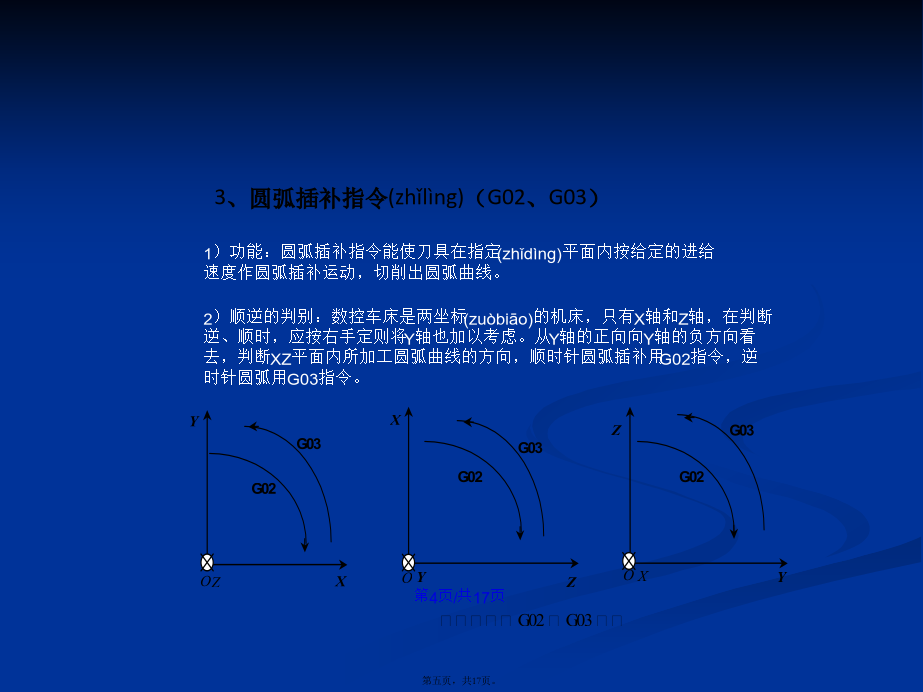
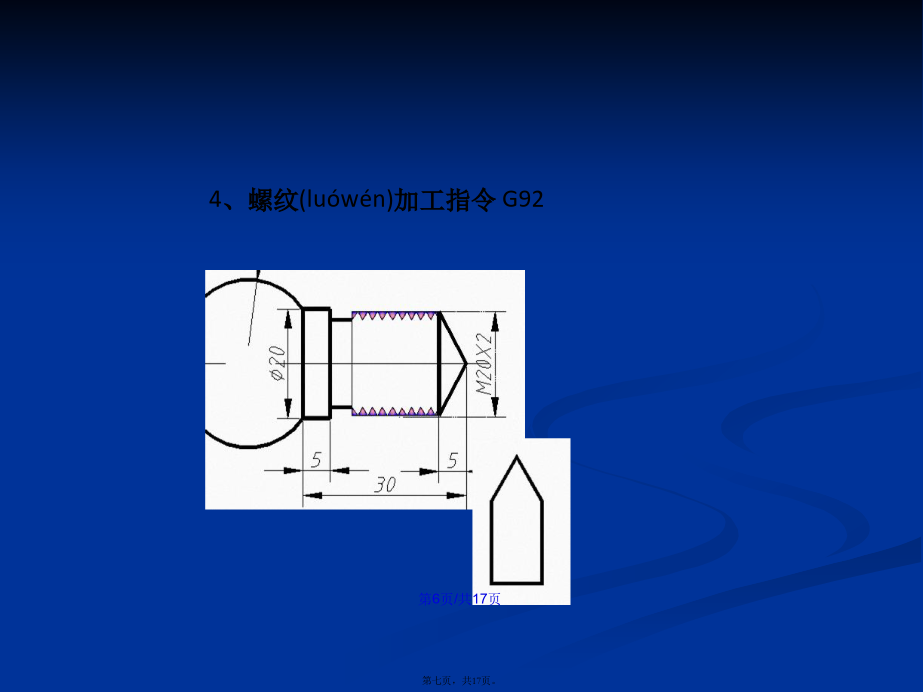
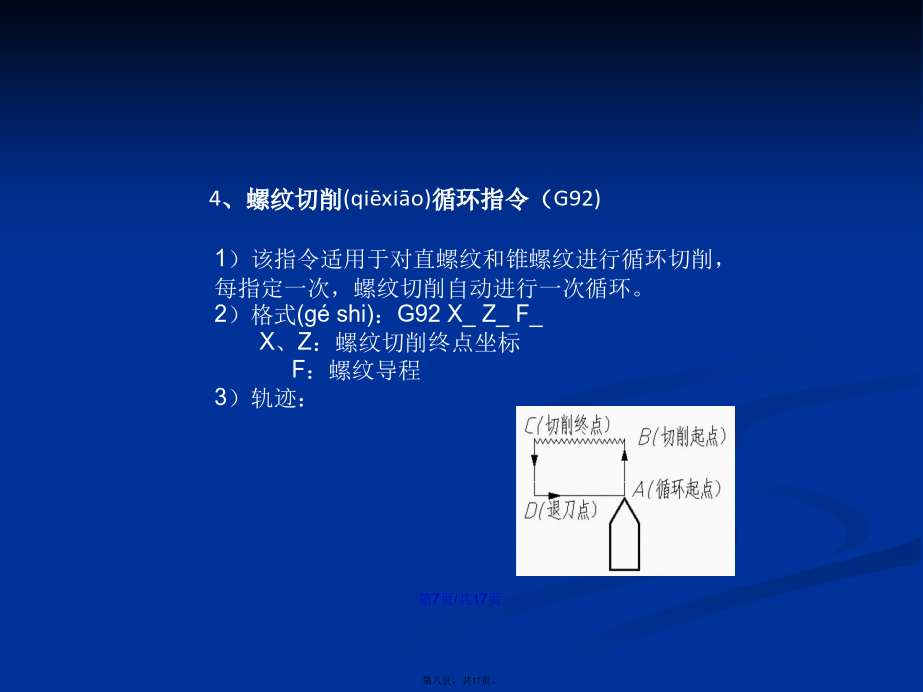
会计学2、直线(zhíxiàn)进给指令G01(1)运动轨迹(guǐjì)为直线,可以用来加工圆柱、圆锥、车槽、车断、倒角、平端面、镗孔等结构(2)进给速度由F指定且可以修调。(3)G01和F都是模态代码(4)F可由G00注销3、圆弧插补指令(zhǐlìng)(G02、G03)G02(G03)X__Z__R__F__(常用(chánɡyònɡ)格式)4、螺纹(luówén)加工指令G924、螺纹切削(qiēxiāo)循环指令(G92)4)用G92加工螺纹时,由于伺服系统本身具有滞后特性,会在起始段和停止段发生螺纹的螺距不规则现象,故应考虑刀具的引入长度△1,和超越长度△2。5)因受机床结构及数控系统的影响,车螺纹时主轴的转速(zhuànsù)有一定的限制。6)螺纹加工中的走刀次数和进刀量(背吃刀量)会直接影响螺纹的加工质量,车削螺纹时的走刀次数和背吃刀量可参考下表普通螺纹牙深:0.6495×PP是螺纹螺距7)螺纹切削(qiēxiāo)循环指令编程举例编程举例(jǔlì)1、工艺(gōngyì)分析2、程序编制G00X18*(开始粗车锥面,分两刀完成,留0.5mm余量)G01X20.5Z-28*(第一刀)G00Z-13*G00X16.5*G01X20.5Z-28*(第二刀)G00X22Z-38*(粗车圆弧表面,分两刀完成,留0.5mm余量)G02X22Z-56R15*(第一刀)G00Z-28*G01X20.5*G02X20.5Z-56R15*(第二刀)G00X22Z2*(退刀)M03S1000*G00X12*(精车开始)G01Z0*G01X15.9Z-2F100*(倒角,螺纹外径应比公称(gōngchēng)直径小0.1~0.3mm)G01X15.9Z-13*G01X15.9Z-13*(精车螺纹外径)X16*(精车端面(duānmiàn))X20Z-28*(精车锥面)Z-38*(精车Ф20长度为10的圆柱面)G02X20Z-56R15*(精车R15圆弧面)G01Z-69*(精车左端Ф20圆柱面)G00X50Z50*(快速退刀到换刀点)T0202*(换2号刀:切槽刀)M03S500*G00X18*Z-13*(定位到切槽位置)G01X12F30*(切槽)G04X1*(暂停)G00X50*(退出退刀槽)G00Z50*(退刀到换刀位置)T0303(换3号螺纹刀)M03S400*(开始车螺纹)G00X25Z5*(快速定位到循环起点)G92X15.2Z-11F1.5*(第一刀车0.8mm)X14.6*(第二刀车0.6mm)X14.2*(第三刀车0.4mm)X14.05*(第四刀车0.15mm)G00X50Z50*(退刀到换刀点)T0202*(换槽刀、车断工件(gōngjiàn))M03S500*G00X26*Z-69*(定位到切断位置)G01X0F30*(切断工件(gōngjiàn))G00X30*(退出工件(gōngjiàn))M05*(主轴停止)G28X0Z0*(快速返回参零点)M30*(程序结束)