如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
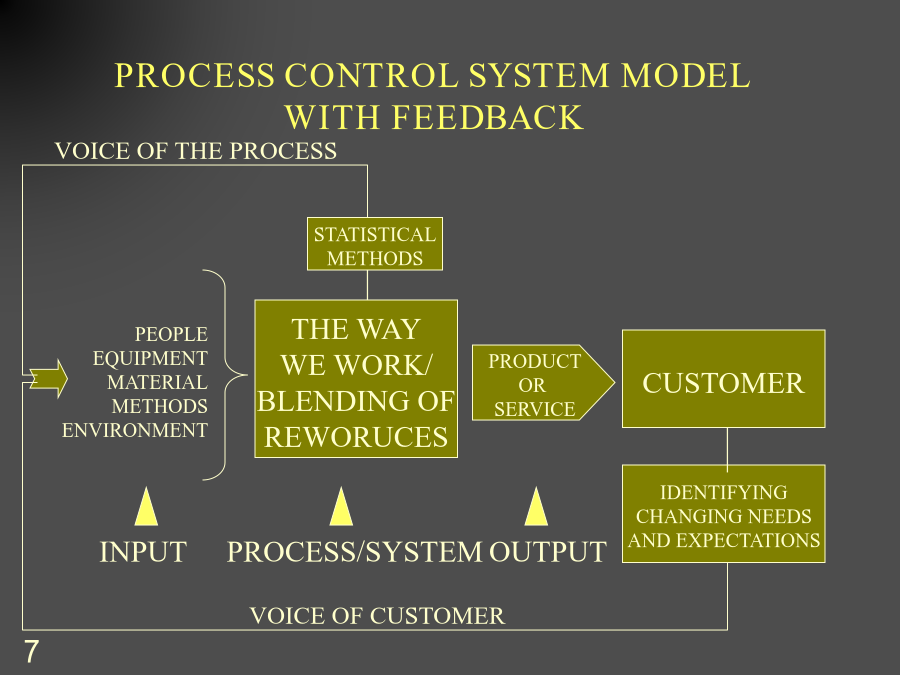
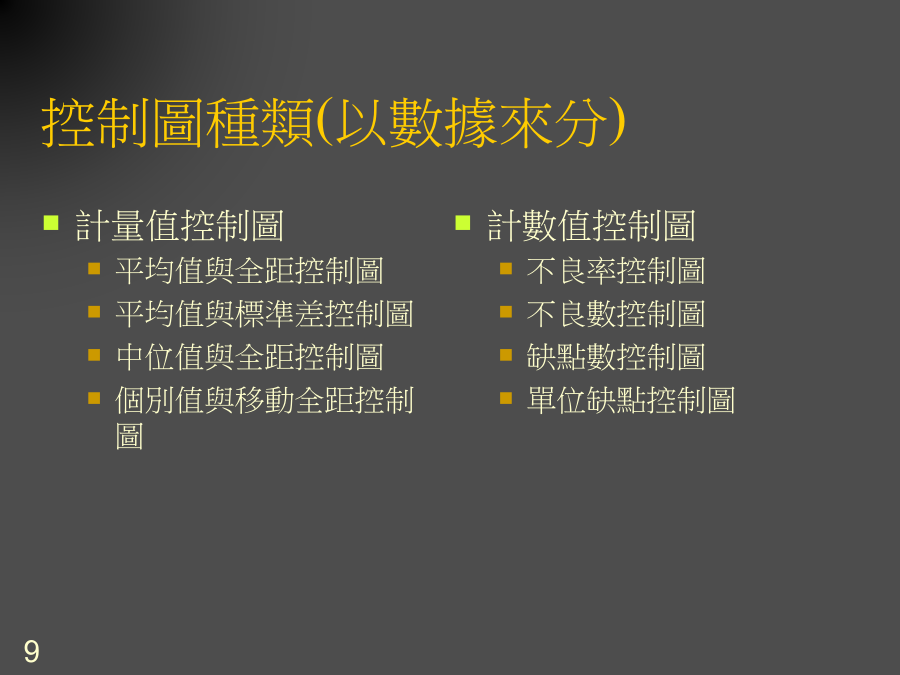
統計製程管制(SPC)課程內容控制圖的歷史控制圖在英國及日本的歷史SPC&SQC預防或容忍?THEWAYWEWORK/BLENDINGOFREWORUCES控制圖的目的控制圖種類(以數據來分)“n”=10~25搜集數據控制圖種類(依用途來分)計量值的分佈表達控制圖原理說明控制圖原理68.26%中央極限定理有限群體修正係數個別值的正態分佈管制界限和規格界限製程的組成以及其波動的原因過程控制和過程能力23“α”及“β”風險說明控制界限控制圖設計原理控制圖兩種錯誤的分析CASESTUDY使用個別值時,其分佈比較不近似正態分佈,且其檢出力較差。CASESTUDY普通原因、特殊原因局部措施和對系統採取措施持續改進過程改進循環控制圖的益處使用控制圖的准備質量特性與控制圖的選擇質量特性與控制圖的選擇使用控制圖的注意事項時間使用控制圖的注意事項複合使用控制圖的注意事項為何控制界限應延用建立控制圖的四步驟建立X-R圖的步驟A取樣的方式組數的要求(最少25組)每個子組的平均值和極差的計算平均值和極差B計算控制限52C過程控制解釋控制圖的判讀控制圖的判讀控制圖的判讀控制圖的觀察分析控制圖的觀察分析控制圖的觀察分析控制圖的觀察分析控制圖的觀察分析為了繼續進行控制延長控制限CasestudyCasestudyD過程能力解釋666768製程績效指標群體平均值=μ標准差=σ10Casestudy7374何時應用Cmk指數CasestudyCasestudyLSLWHATISMOTOROLA’S6σSigma=σ=Deviation(SquarerootofvarianceA收集數據:在計算各個子組的平均數和標准差其公式分別如下:B計算控制限C過程控制解釋(同X-R圖解釋)D過程能力解釋CasestudyCasestudyA收集數據一般情況下,中位數圖用在樣本容量小於10的情況,樣本容量為奇數時更為方便。如果子組樣本容量為偶數,中位數是中間兩個數的均值。B計算控制限C過程控制解釋(同X-R圖解釋)估計過程標准偏差:CasestudyCasestudy單值控制在檢查過程變化時不如X-R圖敏感。。如果過程的分布不是對稱的,則在解釋單值控制圖時要非常小心。單值控制圖不能區分過程零件間重復性,最好能使用X-R。由於每一子組僅有一個單值,所以平均值和標准差會有較大的變性,直到子組數達到100個以上。A收集數據收集各組數據計算單值間的移動極差。通常最好是記錄每對連續讀數間的差值(例如第一和第二個讀數點的差,第二和第三讀數間的差等)。移動極差的個數會比單值讀數少一個(25個讀值可得24個移動極差),在很少的情況下,可在較大的移動組(例如3或4個)或固定的子組(例如所有的讀數均在一個班上讀取)的基礎上計算極差。B計算控制限C過程控制解釋審查移動極差圖中超出控制限的點,這是存在特殊原因的信號。記住連續的移動極差間是有聯系的,因為它們至少有一點是共同的。由於這個原因,在解釋趨勢時要特別注意。可用單值圖分析超出控制限的點,在控制限內點的分布,以趨勢或圖形。但是這需要注意,如果過程分布不是對稱,用前面所述的用於X圖的規則來解釋時,可能會給出實際上不存在的特殊原因的信號估計過程標准偏差:式中,R為移動極差的均值,d2是用於對移動極差分組的隨樣本容量n而變化的常數。CasestudyCasestudy不良和缺陷的說明P控制圖的制做流程建立p圖的步驟AA1子組容量、頻率、數量A2計算每個子組內的不合格品率A3選擇控制圖的坐標刻度A4將不合格品率描繪在控制圖上B計算控制限計算平均不合格率及控制限畫線並標註110C過程控制用控制圖解釋分析數據點,找出不穩定的證據尋找並糾正特殊原因控制圖的即時性重新計算控制限收集數據D過程能力解釋過程能力解釋計算過程能力評價過程能力改善過程能力繪制並分析修改後的過程控制圖CasestudyCasestudy不合格品數np圖A收集數據B計算控制限過程控制解釋、過程能力解釋100CasestudyCasestudy缺陷數c圖A收集數據B計算控制限過程控制解釋、過程能力解釋CasestudyCasestudy單位產品缺陷數的u圖A收集數據B計算控制限過程控制解釋、過程能力解釋CasestudyCasestudy