如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
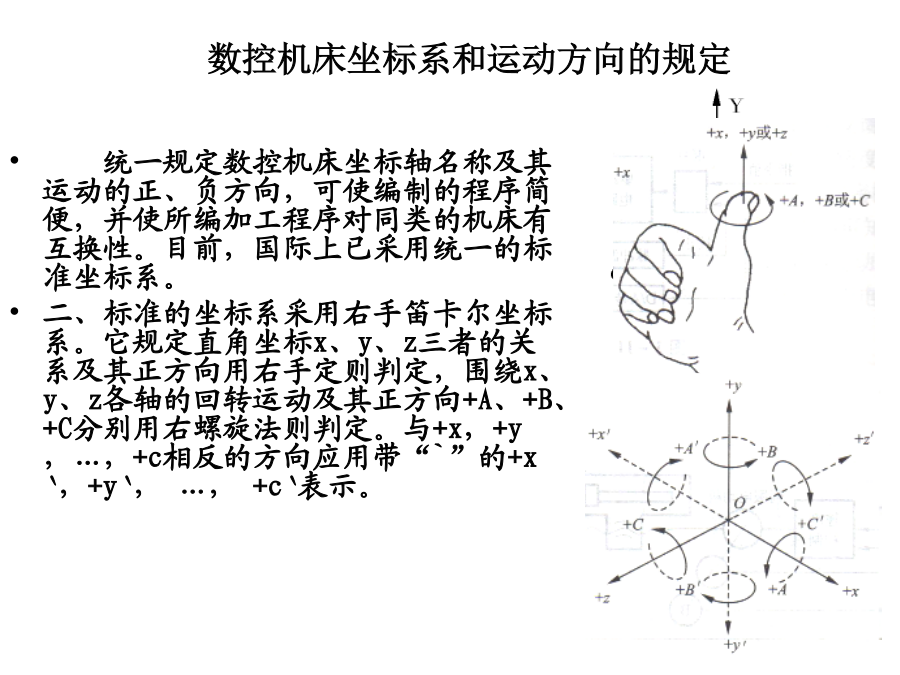
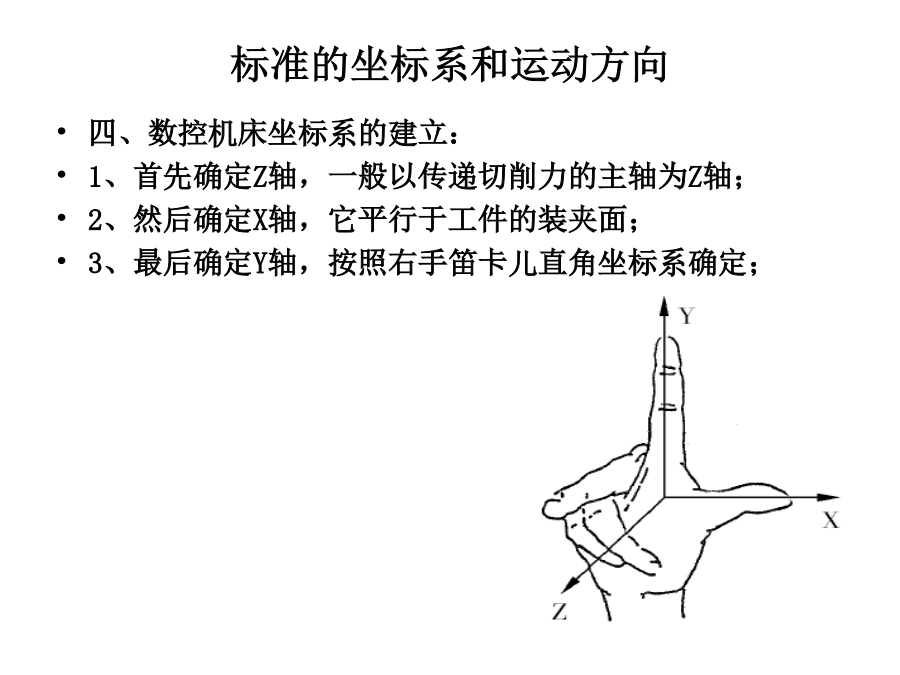
数控车编程基础1.1数控车床常用指令数控机床坐标系和运动方向的规定标准的坐标系和运动方向2.车床数控系统的功能1)准备功能G准备功能又称G功能或G代码,它是指定数控系统准备好某种运动和工作方式的一种命令,由地址G及其后的两位数字组成。2)辅助功能M辅助功能又称M功能,主要用来表示机床操作时的各种辅助动作及其状态。它由地址M及其后的两位数字组成。常用辅助功能如表1.2所示。3)F、S、T功能(1)F功能F功能用于指定进给速度,由“F”和其后面的数字组成。(2)S功能S功能用于指定主轴转速或速度,由“S”和其后的数字组成。(3)T功能T功能也叫刀具功能,用来指定刀位号和刀具补偿组号(简称刀补号),由“T”和其后的数字组成。格式为:T××××刀具补偿组号刀具号3.车床坐标系的设定1)机床坐标系机床坐标系是以机床原点为坐标原点建立的X、Z轴直角坐标系。其中,Z轴与主轴中心线重合,为纵向进刀方向;X轴与主轴垂直,为横向进刀方向,如图1.1所示。2)工件坐标系工件坐标系是编程时使用的坐标系,因此又称为编程坐标系。数控编程时,应该首先确定工件坐标系和工件原点。工件坐标系是由操作编程人员设定的,其目的是为了方便编程和使各尺寸较为直观。工件原点—般设在零件的设计基准点或工艺基准点上。图1.2中将工件原点选在了主轴中心线与工件左端面或右端面的交点处。设定工件坐标系实例4.刀具补偿功能1)刀具位置补偿刀具位置补偿又叫刀具长度补偿、刀具偏置或刀具偏移。以下三种情况下均需要进行刀具位置补偿:(1)用多把不同尺寸的刀具对同一个零件的轮廓尺寸进行连续加工的过程中,每把刀具的刀尖之间存在位置偏差,必须利用刀具位置补偿功能将所有刀具的刀尖都偏置到同一个基准点上。(2)对同一把刀来说,当刀具重磨后再把它安装在原来的位置时,会产生安装误差。因此,在重新开始加工以前,也必须利用刀具位置补偿功能来修正安装位置误差。(3)每把刀具在其使用过程中都会有不同程度的磨损,这时的刀尖位置与磨损前的刀尖位置存在偏差,这势必造成加工误差。2)刀具半径补偿在编制数控车床加工程序时,通常将刀尖看作是一个点。然而在实际应用中,为了提高刀具寿命和降低加工表面的粗糙度,一般将车刀刀尖磨成半径约为0.4~1.6mm的圆弧,如图1.3所示。图1.4中,在切削工件右端面时,车刀圆弧的切点A与理论刀尖P的Z坐标值相同;车外圆时,车刀圆弧的切点B与理论刀尖P的X坐标值相同;这时不会产生加工误差,不需要考虑刀尖半径补偿。为了对上述由刀尖圆弧半径所引起的误差进行自动补偿,在加工工件之前,必须把刀具半径补偿的有关参数输入到CNC装置中。参数包括刀尖半径R值和刀尖方位T参数。T值与车刀的形状和刀尖所处的位置有关,用0~9表示,如图1.4所示。典型车刀的形状、位置和参数之间的关系如表1.3所示。3)刀具补偿参数的输入每个刀具补偿号对应一组X、Z、R、T值。其中X、Z为刀具位置补偿值,R、T为刀具半径补偿值。4)刀具半径补偿的方向将刀补参数输入到CNC装置后,当执行到含有T功能(如T0101)的程序段时,刀具位置补偿参数即可生效,而刀具半径补偿参数则必须执行到含有刀具半径补偿方向指令G41或G42指令时才可生效。如图1.5所示,G41指定左刀补,刀具沿编程轨迹前进方向左侧行进;G42指定右刀补,刀具沿编程轨迹前进方向右侧行进。当取消刀具半径补偿时,使用G40指令。5.暂停指令G04该指令可使刀具进行暂短的无进给光整加工,主要用于切槽、钻到孔底以及自动加工螺纹等场合,如图1.7所示,指令格式为6.自动返回参考点指令G28该指令使刀具自动返回参考点或经过某一中间位置再回到参考点,如图1.8所示。指令格式为G28X(U)_____Z(W)_____T00;T00(刀具复位)指令必须写在G28指令的同一程序段或该程序段之前;X(U)必须按直径值输入;该指令以设定的速度快速移动。图1.8自动返回参考点指令(a)经过中间点返回参考点;(b)从当前位置返回参考点2.坐标系1)机床坐标系数控铣床以机床主轴轴线方向为Z轴,刀具远离工件的方向为Z轴正方向,X轴位于与工件安装面相平行的水平面内。2)参考点参考点是机床上的一个固定点,与加工程序无关。数控机床的型号不同,其参考点的位置也不同。2.2.2基本编程方法1.设定工件坐标系指令G92G92指令的格式如下:G92X____Y____Z____;G92指令是规定工件坐标系坐标原点的指令,工件坐标系的坐标原点又称为程序零点,坐标值X、Y、Z为刀具刀位点在工件坐标系中(相对于程序零点)的初始位置。执行G92指令时,机床并不动作,即X、Y、Z轴均不移动。2.绝对坐标/增量坐标指令G90/G91