如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
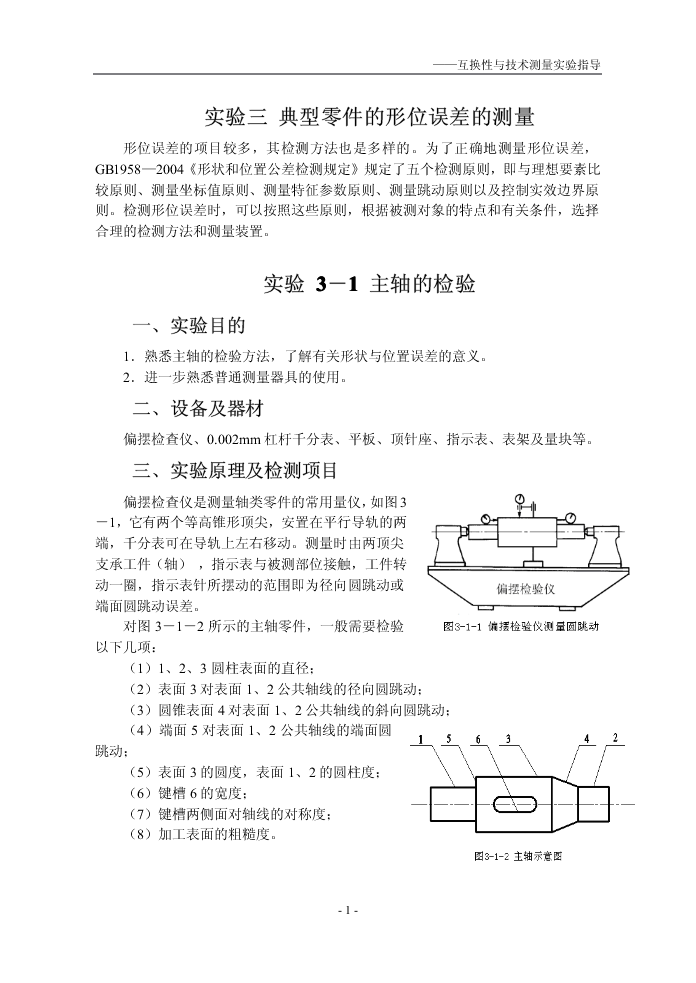
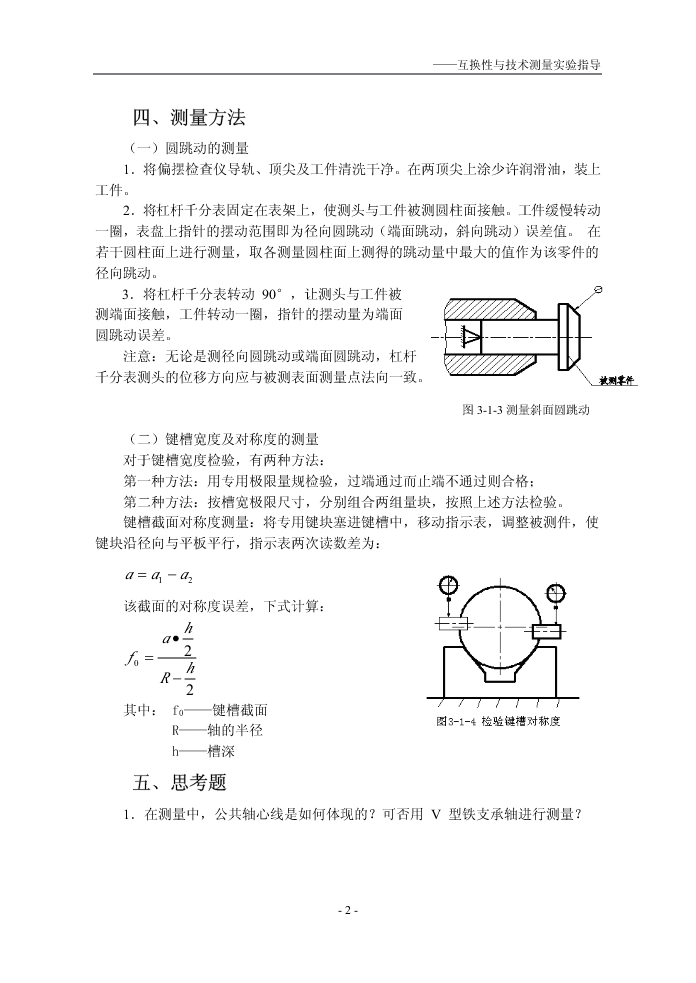
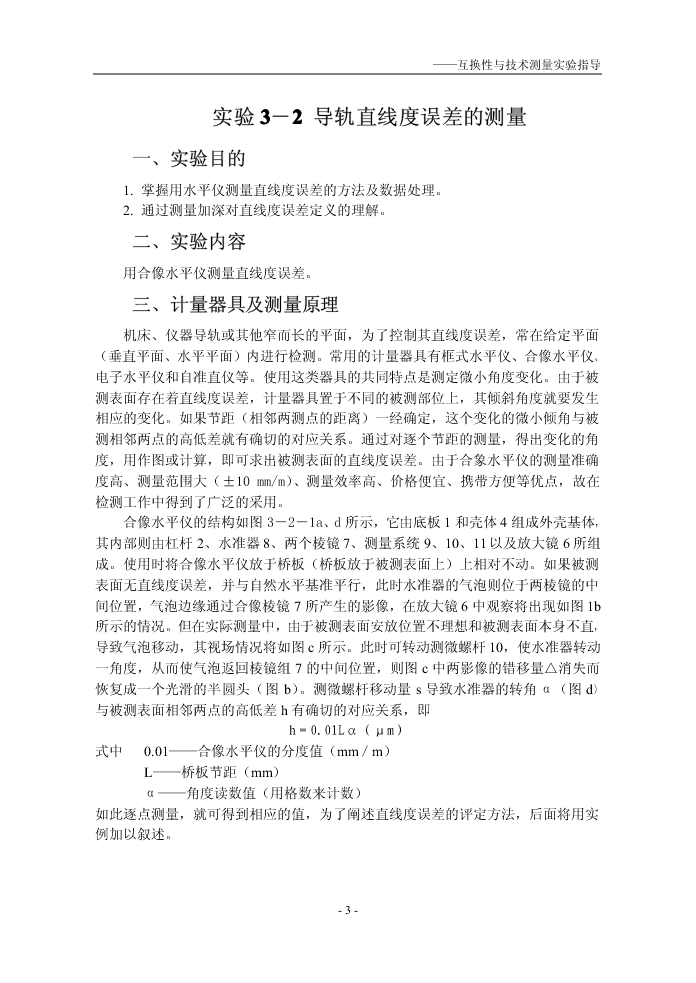
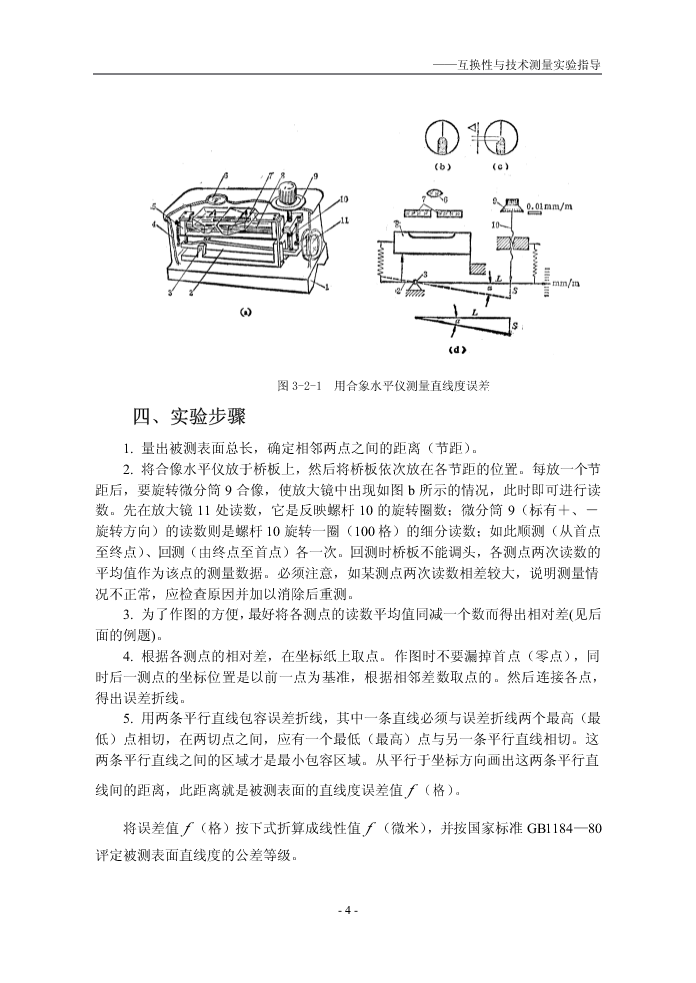
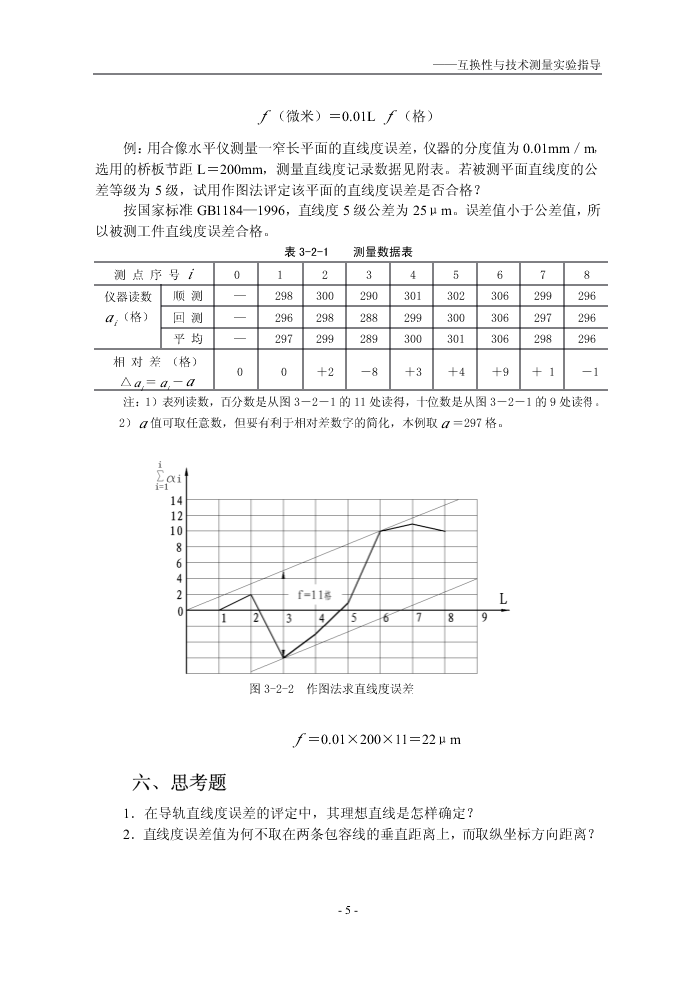
——互换性与技术测量实验指导实验三典型零件的形位误差的测量形位误差的项目较多,其检测方法也是多样的。为了正确地测量形位误差,GB1958—2004《形状和位置公差检测规定》规定了五个检测原则,即与理想要素比较原则、测量坐标值原则、测量特征参数原则、测量跳动原则以及控制实效边界原则。检测形位误差时,可以按照这些原则,根据被测对象的特点和有关条件,选择合理的检测方法和测量装置。实验3-1主轴的检验一、实验目的1.熟悉主轴的检验方法,了解有关形状与位置误差的意义。2.进一步熟悉普通测量器具的使用。二、设备及器材偏摆检查仪、0.002mm杠杆千分表、平板、顶针座、指示表、表架及量块等。三、实验原理及检测项目偏摆检查仪是测量轴类零件的常用量仪,如图3-1,它有两个等高锥形顶尖,安置在平行导轨的两端,千分表可在导轨上左右移动。测量时由两顶尖支承工件(轴),指示表与被测部位接触,工件转动一圈,指示表针所摆动的范围即为径向圆跳动或端面圆跳动误差。对图3-1-2所示的主轴零件,一般需要检验以下几项:(1)1、2、3圆柱表面的直径;(2)表面3对表面1、2公共轴线的径向圆跳动;(3)圆锥表面4对表面1、2公共轴线的斜向圆跳动;(4)端面5对表面1、2公共轴线的端面圆跳动;(5)表面3的圆度,表面1、2的圆柱度;(6)键槽6的宽度;(7)键槽两侧面对轴线的对称度;(8)加工表面的粗糙度。-1-——互换性与技术测量实验指导四、测量方法(一)圆跳动的测量1.将偏摆检查仪导轨、顶尖及工件清洗干净。在两顶尖上涂少许润滑油,装上工件。2.将杠杆千分表固定在表架上,使测头与工件被测圆柱面接触。工件缓慢转动一圈,表盘上指针的摆动范围即为径向圆跳动(端面跳动,斜向跳动)误差值。在若干圆柱面上进行测量,取各测量圆柱面上测得的跳动量中最大的值作为该零件的径向跳动。3.将杠杆千分表转动90°,让测头与工件被测端面接触,工件转动一圈,指针的摆动量为端面圆跳动误差。注意:无论是测径向圆跳动或端面圆跳动,杠杆千分表测头的位移方向应与被测表面测量点法向一致。图3-1-3测量斜面圆跳动(二)键槽宽度及对称度的测量对于键槽宽度检验,有两种方法:第一种方法:用专用极限量规检验,过端通过而止端不通过则合格;第二种方法:按槽宽极限尺寸,分别组合两组量块,按照上述方法检验。键槽截面对称度测量:将专用键块塞进键槽中,移动指示表,调整被测件,使键块沿径向与平板平行,指示表两次读数差为:a=a1−a2该截面的对称度误差,下式计算:ha•f=20hR−2其中:f0——键槽截面R——轴的半径h——槽深五、思考题1.在测量中,公共轴心线是如何体现的?可否用V型铁支承轴进行测量?-2-——互换性与技术测量实验指导实验3-2导轨直线度误差的测量一、实验目的1.掌握用水平仪测量直线度误差的方法及数据处理。2.通过测量加深对直线度误差定义的理解。二、实验内容用合像水平仪测量直线度误差。三、计量器具及测量原理机床、仪器导轨或其他窄而长的平面,为了控制其直线度误差,常在给定平面(垂直平面、水平平面)内进行检测。常用的计量器具有框式水平仪、合像水平仪、电子水平仪和自准直仪等。使用这类器具的共同特点是测定微小角度变化。由于被测表面存在着直线度误差,计量器具置于不同的被测部位上,其倾斜角度就要发生相应的变化。如果节距(相邻两测点的距离)一经确定,这个变化的微小倾角与被测相邻两点的高低差就有确切的对应关系。通过对逐个节距的测量,得出变化的角度,用作图或计算,即可求出被测表面的直线度误差。由于合象水平仪的测量准确度高、测量范围大(±10mm/m)、测量效率高、价格便宜、携带方便等优点,故在检测工作中得到了广泛的采用。合像水平仪的结构如图3-2-1a、d所示,它由底板1和壳体4组成外壳基体,其内部则由杠杆2、水准器8、两个棱镜7、测量系统9、10、11以及放大镜6所组成。使用时将合像水平仪放于桥板(桥板放于被测表面上)上相对不动。如果被测表面无直线度误差,并与自然水平基准平行,此时水准器的气泡则位于两棱镜的中间位置,气泡边缘通过合像棱镜7所产生的影像,在放大镜6中观察将出现如图1b所示的情况。但在实际测量中,由于被测表面安放位置不理想和被测表面本身不直,导致气泡移动,其视场情况将如图c所示。此时可转动测微螺杆10,使水准器转动一角度,从而使气泡返回棱镜组7的中间位置,则图c中两影像的错移量△消失而恢复成一个光滑的半圆头(图b)。测微螺杆移动量s导致水准器的转角α(图d)与被测表面相邻两点的高