如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
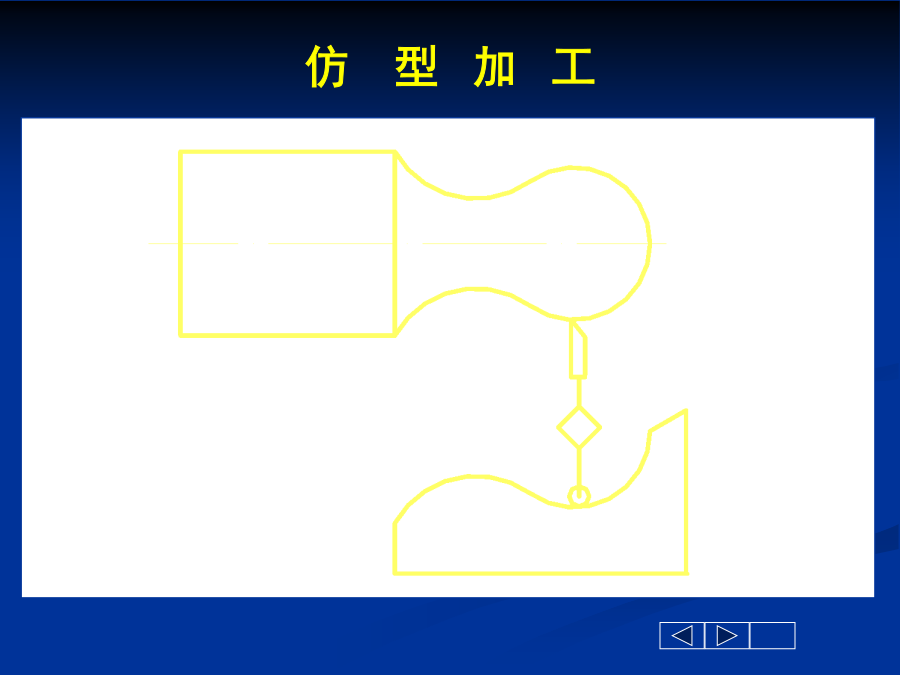
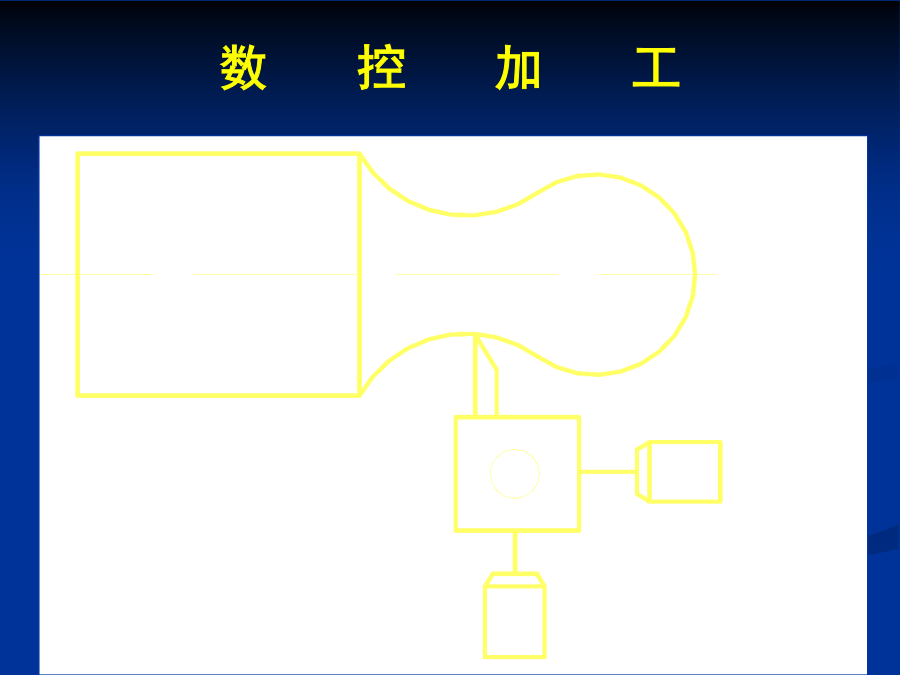
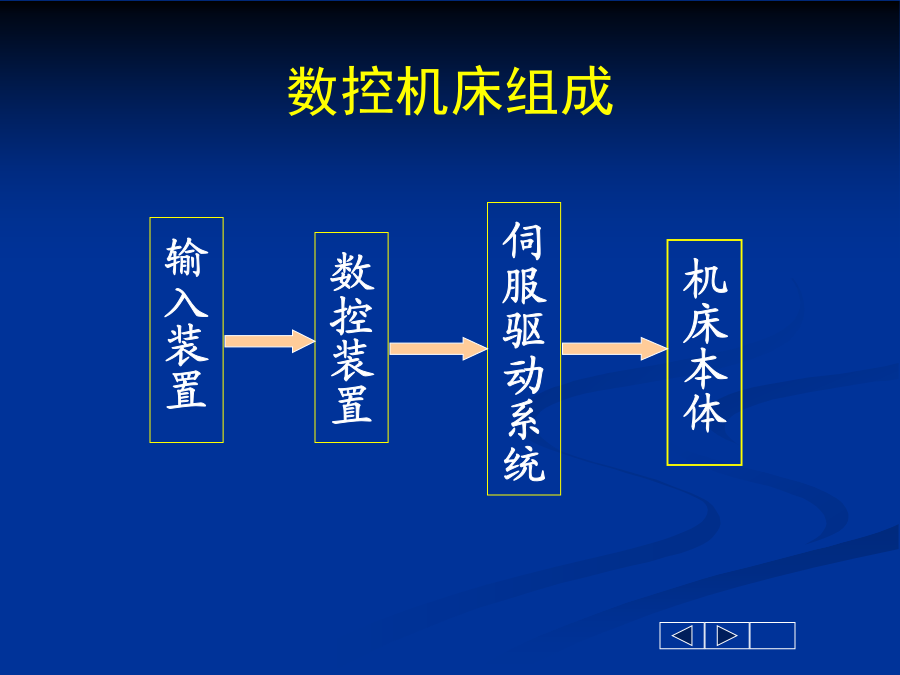
第一讲数控加工概述第一节§1.1数控加工概述数控机床与普通机床比较:数控机床在普通机床基础上增加了对机床运动和动作自动控制的功能部件,使数控机床能够自动完成对零件加工的全过程。其控制的媒介:数字程序(学习重点)二、不同加工方式示例仿型加工数控加工x-y数控拖板数控机床组成二、数控机床各部分的作用2.数控装置(NC)作用:数控机床核心部件(战略物资、东芝事件)☻接受输入信息☻运算与处理☻产生输出脉冲(动作、运动)计算机的功能CNC:计算机数字控制装置CNC系统构成经插补运算,输出各坐标轴进给速度、进给方向和位移量指令3.伺服系统:数控机床的动力装置作用:接受数控装置的输出驱动与放大实现电→机转换脉冲当量:每一个进给脉冲使机床运动部件产生的位移量或转角。脉冲当量单位:mm/P或度/P(Pulse)例如:0.001mm/P从某种意义上说,数控机床的功能主要取决于数控装置,而数控机床的性能主要取决于伺服驱动系统.4、机床本体§1.3数控加工原理手工编程数控加工原理(1)译码(2)刀补运算(3)插补运算逐点比较法逐点比较法图示数控加工原理概述三、数控加工的特点(优点)2.数控加工的生产效率高☻极大地缩短加工的辅助时间(快速行程、自动换刀)☻免划线工序☻粗、精加工一次装夹完成☻无需中途停车检测3.数控加工的劳动条件相对较好4.对零件加工的适应性好单件、小批生产易于获得好效益5.便于生产管理及构成计算机集中控制系统工时准确简化刀、夹、量具管理网络,计算机的集成制造系统(CIMS)§1.4几个数控加工常用术语2、脉冲当量脉冲当量:单位脉冲作用下进给轴移动的距离。单位:mm/脉冲如0.001mm/脉冲脉冲当量的大小与数控系统的水平有关。0.05~0.001脉冲产生:运动控制指令(自动)、按键触发或手摇脉冲发生器(手动操作)3、进给速度与速度修调进给速度:单位时间内坐标轴移动的距离。(加工时刀具相对于工件的移动速度)单位:mm/分钟mm/转速度修调:通过修调倍率对速度进行适量修调。数控机床在加工过程中能通过速度修调实时调整进给速度和主轴转速,便于加工。