如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
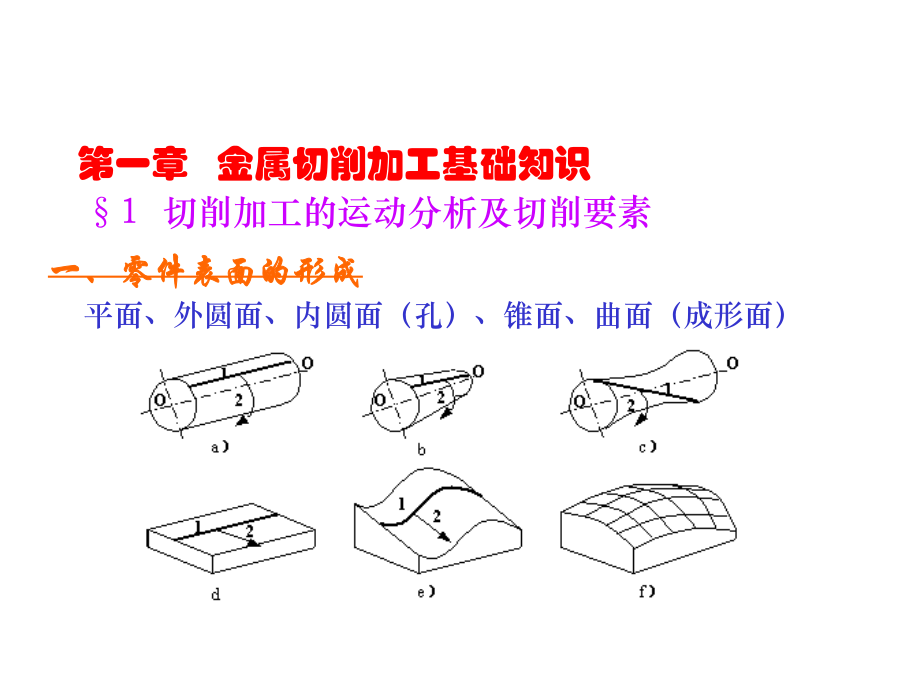
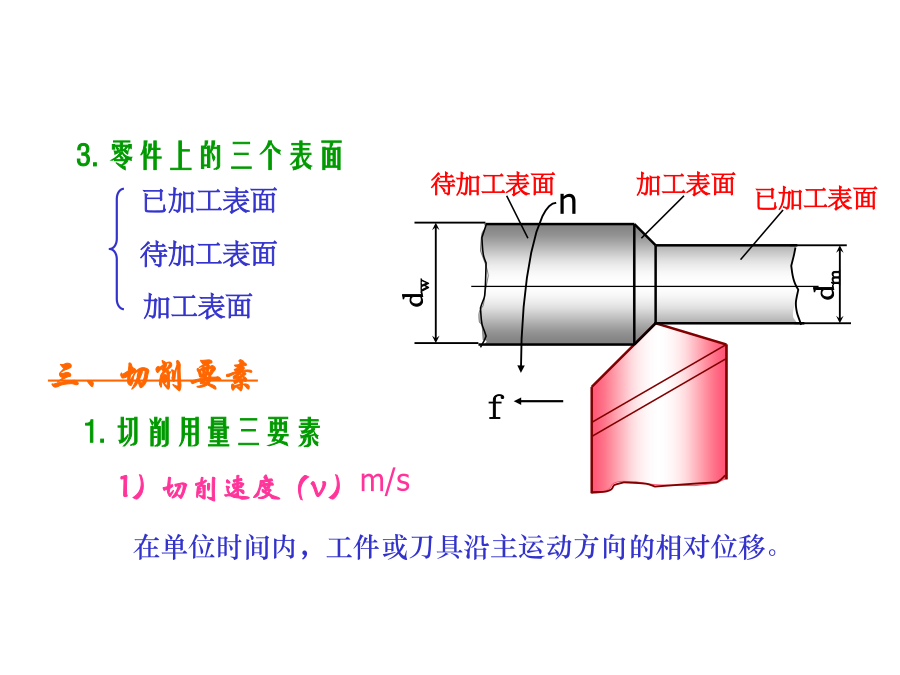
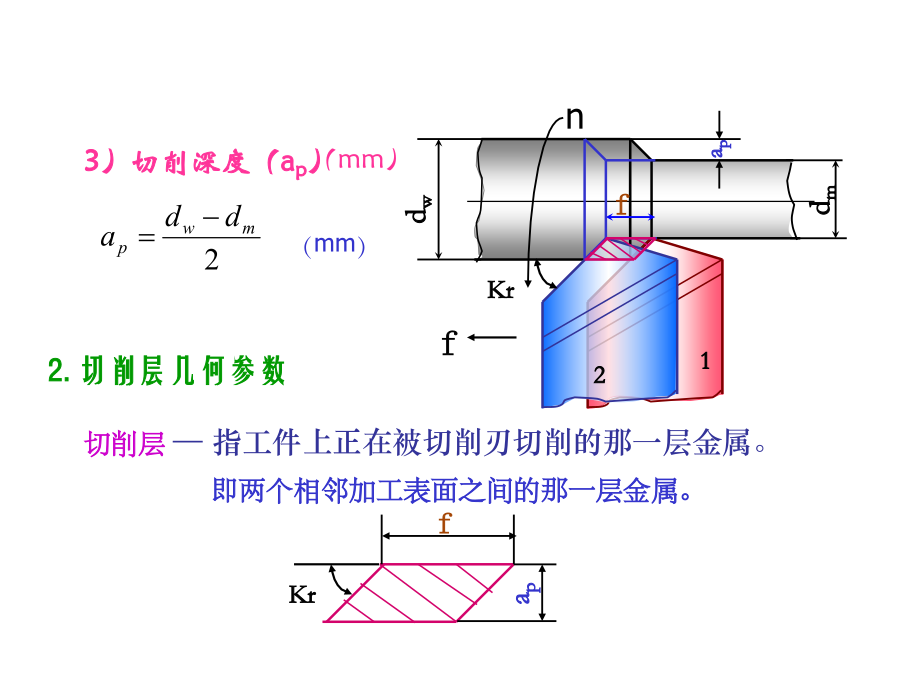
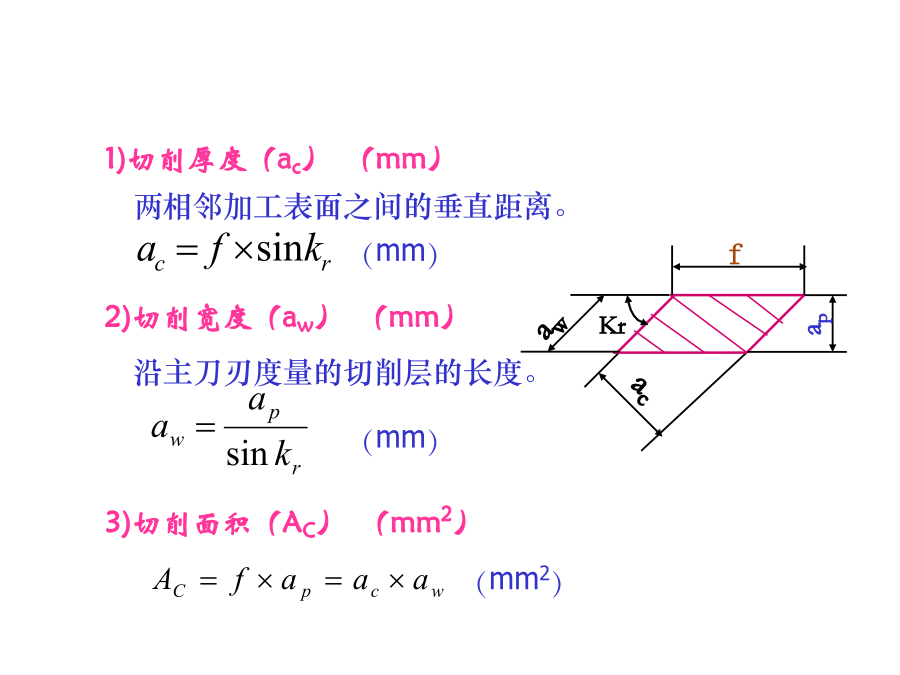
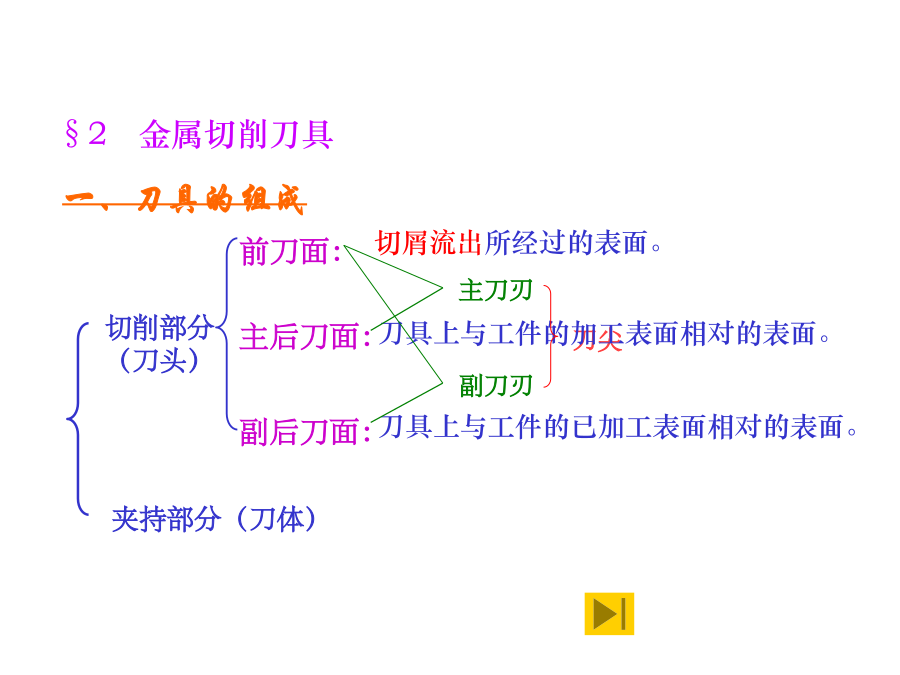
金属材料成形基础第五篇金属切削加工2.表面质量§1切削加工的运动分析及切削要素二、切削运动3.零件上的三个表面dm1)切削厚度(ac)(mm)§2金属切削刀具夹持部分(刀体)二、刀具材料特点⑶高速钢①钨钴类(YG):WC+Co三、刀具几何形状2.刀具的主要标注角度5)刃倾角(S)4.刀具的结构形式四、刀具角度对加工过程的影响选择:2.后角(0)选择:n4.副偏角(kr’)5.刃倾角(S)§3金属切削过程o2.切屑的种类3)崩碎状切屑2)积屑瘤的形成条件3.积屑瘤的抑制三、切削力和切削功率Fr③切深抗力(径向分力)Fy3)影响切削力的因素2.切削功率(Pm)切屑:影响切削温度的因素:3.切削液3)切削液的选用②前刀面磨损:2)刀具的磨损过程②测定(限定)刀具后刀面的磨损高度VB:2.刀具耐用度(T)②工件材料:材料的强度、硬度越高,温度越高;材料的导热性愈差,刀具磨损愈快,降低刀具耐用度。§4材料的切削加工性各种材料3.已加工表面质量二、影响材料切削加工性的因素二、改善材料切削加工性的途径第二章切削加工方法普通车床—适于各种中、小型轴、盘、套类零件的单件、小批量生产。一、工件装夹的方法二、车削加工的应用4.车锥面5.车成形面二、车削的工艺特点§2钻、扩、铰、镗削加工1.钻头3.钻削工艺特点“引偏”原因2)排屑困难二、扩孔和铰孔三、镗削加工§3刨、拉削加工1.刨削的工艺特点二、拉削加工拉削的特点:§4铣削加工顺铣:在切削部位铣刀的旋转方向与工件的进给方向相同。1.端铣二、铣削工艺特点及应用§5磨削加工凸起、锋利的磨粒:起切削作用。切削厚度较大。二、磨削工艺特点1.外圆磨削4)无心外圆磨内圆磨与外圆磨相比较:3.平面磨削5.磨削发展简介§6光整加工2.珩磨3.抛光第三章零件表面加工方法的选择尺寸公差等级序号§2内圆面(孔)的加工IT13~IT11序号§3平面的加工尺寸公差等级序号§4成形面的加工第四章零件的结构工艺性§1零件结构工艺性实例分析2.减少安装次数二、减小切削面积、简化加工面形状三、便于加工和测量2.便于采用标准刀具加工3.钻孔时2)避免在斜面上钻孔3)避免弯曲孔四、有利于提高生产率2.应尽可能减少机床的调整和走刀次数。3.便于多件一起加工。第五章机械加工工艺规程的制定2.工艺过程2)安装单件、小批量生产:大批量生产:二、生产纲领和生产类型1)单件生产生产类型§2工件的安装和夹具2.利用专用夹具安装法所以:定位精度不易保证,生产率低,仅适用于单件小批量生产。2.夹具的组成2)夹紧机构及装置§3工艺规程的拟定二、选择毛坯余量的大小确定加工余量的方法:四、定位基准的选择⑵工艺基准:2.定位基准的选择2)定位现象分析A③欠定位①保证各重要加工表面都有足够的加工余量⑵若工件必须首先保证某重要表面的加工余量均匀,则应选择该表面为粗基准。⑸在同一尺寸方向上,粗基准只允许使用一次。⑵“基准统一”原则;⑷选精基准的表面应能保证零件定位准确、夹紧可靠。2.加工阶段的划分;3.加工顺序的安排3)检验工序的安排2.工艺装备的选择§4典型零件工艺过程1.零件各主要部分的技术要求根据对各表面的具体要求,可采用如下的加工方案:单件、小批量生产:一、套类零件1.工序集中的特点工序集中有以下特点:(1)采用高效率专用设备和工艺设备,提高生产率、减少机床数量和生产面积。(2)减少了工序的装夹次数。工件在一次装夹中可加工多个表面,有利于保证这些表面之间的相互位置精度。减少装夹次数,也可减少装夹所造成的误差。(3)减少工序数目,缩短了工艺路线,也简化了生产计划和组织工作。(4)专用设备和工艺装备较复杂,生产准备周期长,更换产品较困难。工序分散的特点如下:(1)设备和工艺装备比较简单,调整比较容易。(2)工艺路线长,设备和工人数量多,生产占地面积大。(3)可采用最合理的切削用量,减少基本时间。(4)容易变换产品。