如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
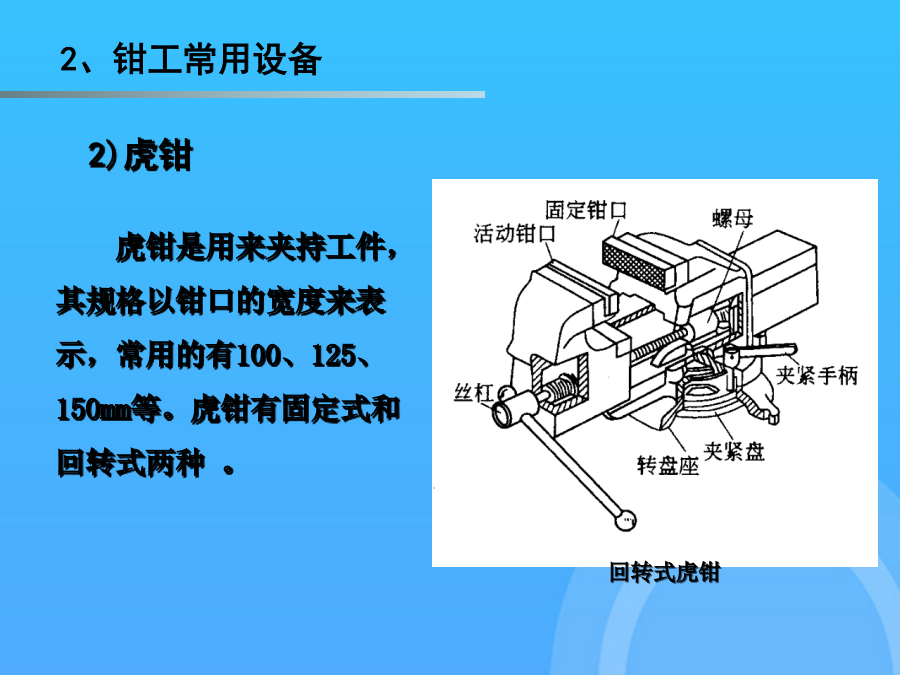
钳工理论知识介绍1、钳工是一种比较复杂、细微、工艺要求较高的工作。2、所用工具简单,加工方式多样灵活、操作方便,适应面广,故有很多工作需要由钳工来完成。3、在机械制造及机械维修中有着特殊的、不可取代的作用。4、劳动强度大、生产效率低、对工人技术水平要求较高。手锯、手锤、划针、颜色涂料、划规、样冲、各种工卡量具等等。定义:根据图样要求,用划线工具在毛坯或半成品工件上划出加工图形或加工界线的操作叫做划线。1、划线的作用2、划线的种类1)划线平板划线平板由铸铁制成,其上平面是划线的基准平面,要求非常平直和光洁。平板长期不用时,应涂油防锈,并加盖保护罩。通常用三个千斤顶支承工件。(2)在微分筒上由固定套管纵刻线所对准的刻线读出被测工件的小数部分;(4)清理切屑不能用手去拉或用嘴吹,应用钩子或刷子清理,钻钢料时应加冷却液或润滑液;在固定套管口刻有纵刻线,作为微分筒读数的基准线,纵刻线上、下方各刻有25个分度,每分度刻线间距为1毫米,上下排刻线的起始点错开毫米,这样可读得毫米数。(g)直柄莫式圆锥铰刀(h)手用1:50锥度铰刀(g)直柄莫式圆锥铰刀(h)手用1:50锥度铰刀4起凿时凿子转过45度左右,从工件的尖角处开始,逐渐地凿子转正。(4)攻螺纹:攻螺纹时两手用力要均匀,每攻入圈,应将丝锥反转,1/4圈进行断屑和排屑。2)锉削时的姿势(2)在微分筒上由固定套管纵刻线所对准的刻线读出被测工件的小数部分;3、在机械制造及机械维修中有着特殊的、不可取代的作用。2、锉刀齿粗细的选择锉刀齿的粗细要根据加工工件的余量大小、加工精度、材料性质来选择。操作者应戴上防护眼镜,前面最好有安全网;虎钳是用来夹持工件,其规格以钳口的宽度来表示,常用的有100、125、150mm等。同样性质的材料,用小钻头钻孔,转速要高些,进刀量要小些;9、千分尺的读数机构由固定套管和微分筒组成。划线盘:立体划线和校正工件位置时用的工具。3)千斤顶4)V形铁5)方箱a)普通划规b)弹簧划规a)定轴心b)定孔中心c)划直线在划出的线条上打出样冲眼的工具。(1)对照图纸.检查毛坯及半成品尺寸和质量,剔除不合格件,并了解工件上需要划线的部位和后续加工的工艺。(2)毛坯在划线前要去除残留型砂及氧化皮、毛刺、飞边等。(3)确定划线基准。如以孔为基准,则用木块或铅块堵孔,以便找出孔的圆心。确定基准时,尽量考虑让划线基准与设计一致。(4)划线表面涂上一层薄而均匀的涂料,用紫色涂料或绿色涂料。(5)选用合适的工具和放妥工件位置,并尽可能在一次支承中把需要划的平行线划全。工件支承要牢固。(6)划线完成后应对照图纸检查一遍不要有疏漏。(7)在所有划线条上打上样冲眼。锯削:用手锯把材料或工件分割开,或在工件上开槽的操作称为锯削。手锯具有使用方便、简单、灵活的特点。锯削精度低,常需进一步加工。手锯由锯弓和锯条两部分组成。锯弓是用来夹持和拉紧锯条的工具。有固定式和可调式两种。锯条:用碳素工具钢(如T10或T12)或合金工具钢,并经热处理制成。锯条的规格:以锯条两端安装孔间的距离来表示(长度有150~400mm)。常用的锯条是长300mm、宽12mm、厚。锯割软的材料(如铜、铝合金等)或厚材料时,应选用粗齿锯条,因为锯屑较多,要求较大的容屑空间。锯割硬材料(如合金钢等)或薄板、薄管时、应选用细齿锯条,因为材料硬,锯齿不易切人,锯屑量少,不需要大的容屑空间;锯薄材料时,锯齿易被工件勾住而崩断,需要同时工作的齿数多,使锯齿承受的力量减少;锯割中等硬度材料(如普通钢、铸铁等)和中等厚度的工件时,一般选用中齿锯条。1)工件的夹持工件一般应夹在虎钳的左面,以便操作;工件伸出钳口不应过长,应使锯缝离开钳口侧面约20mm左右,防止工件在锯割时产生振动;锯缝线要与钳口侧面保持平行(使锯缝线与铅垂线方向一致),便于控制锯缝不偏离划线线条;夹紧要牢靠,同时要避免将工件夹变形和夹坏已加工面。2)锯条安装手锯是在前推时才起切削作用,因此锯条安装应使齿尖的方向朝前(如图a),如果装反了(如图b),则锯齿前角为负值,就不能正常锯割了。在调节锯条松紧时,蝶形螺母不宜旋得太紧或太松,太紧时锯条受力太大,在锯割中用力稍有不当,就会折断;太松则锯割时锯条容易扭曲,也易折断,而且锯出锯缝容易歪斜。其松紧程度可用手扳动锯条,以感觉硬实即可。锯条安装后,要保证锯条平面与锯弓中心平面平行,不得倾斜和扭曲,否则,锯割时锯缝极易歪斜。锉削:用锉刀对工件表面进行切削加工,使它达到零件图纸要求的形状,尺寸和表面粗糙度。锉削加工简便,工作范围广,多用于錾削、锯削之后,锉削可对工件上的平面、曲面、内外圆弧、沟槽以及其他复杂表面进行加工。锉削的最高加工精度可达IT7一IT8