如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
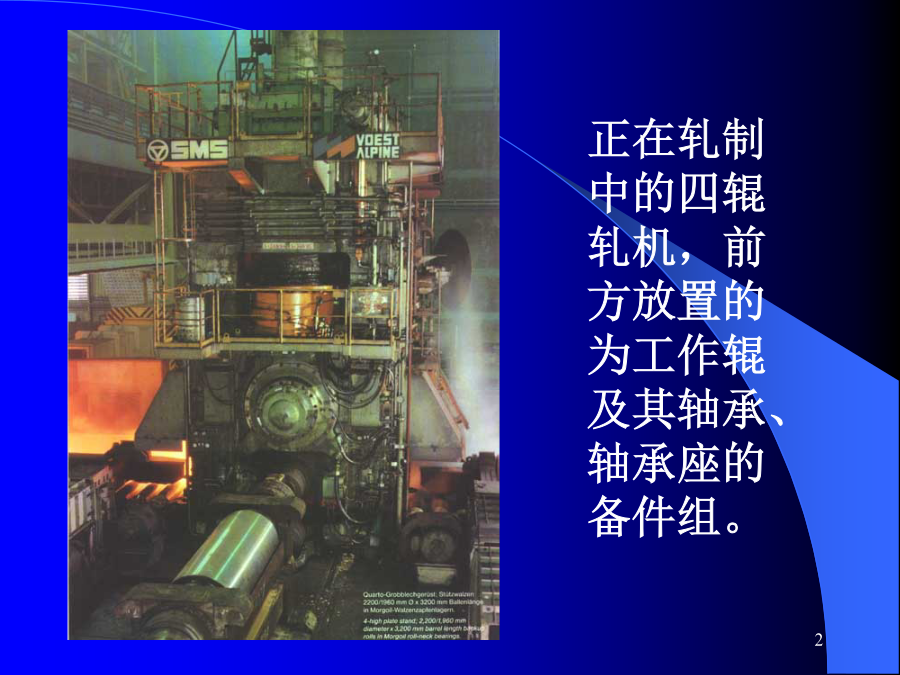
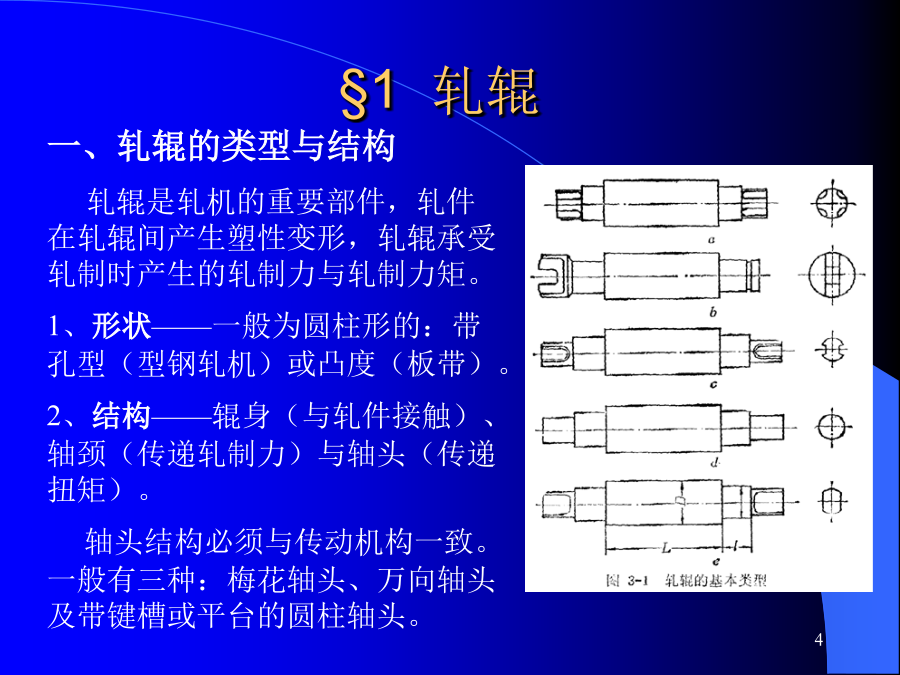
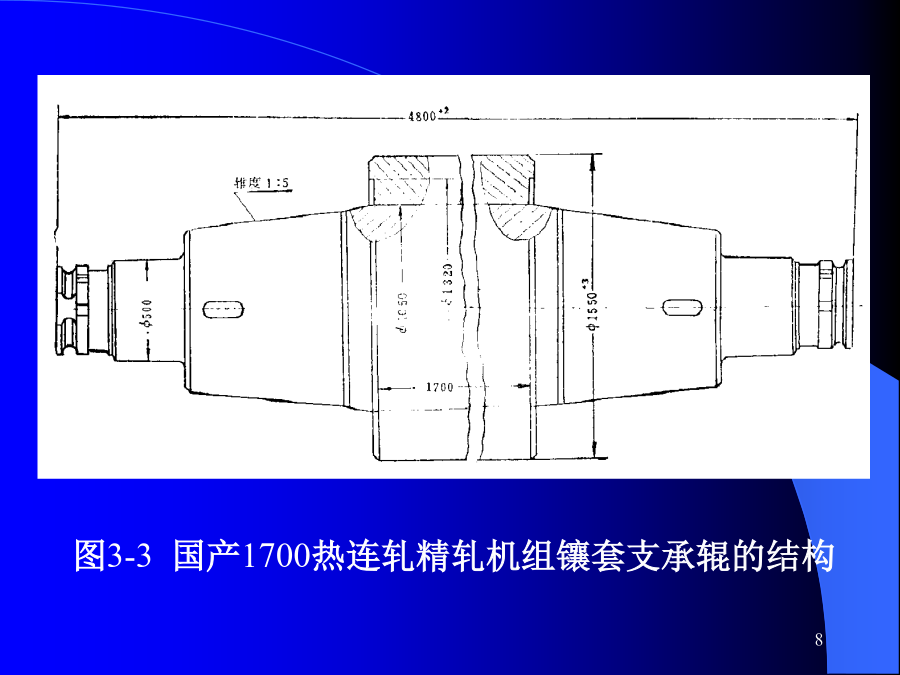
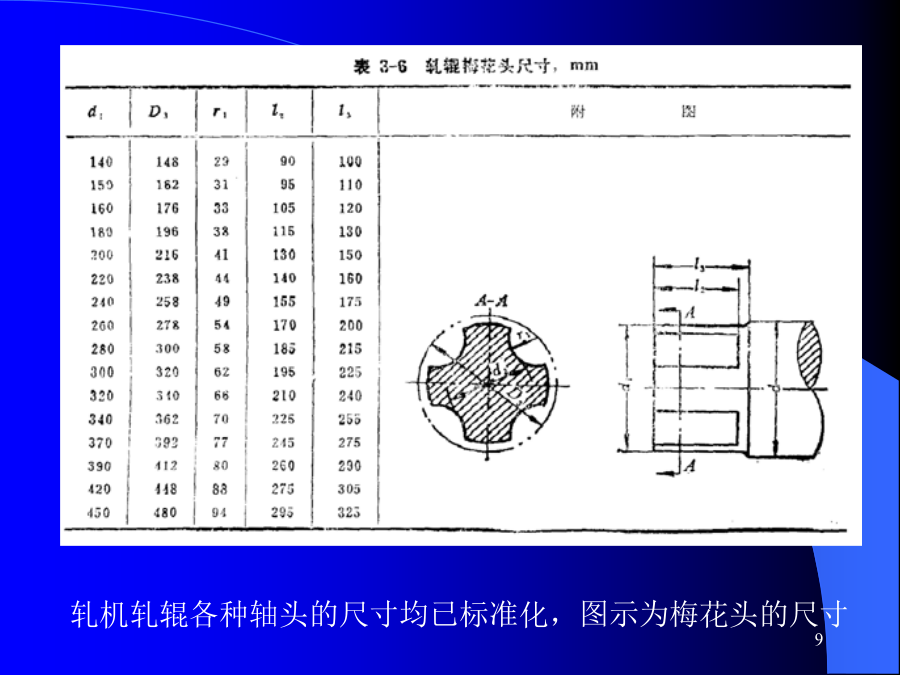
第二章轧辊与轧辊轴承正在轧制中的四辊轧机,前方放置的为工作辊及其轴承、轴承座的备件组。轧辊Roller§1轧辊二、轧辊的尺寸参数D2/D1由工艺条件确定,D1还受弹性压扁的影响并受被轧带材最小厚度hmin的限制,一般D1<(1500~2000)hmin。轧辊的重车率轧辊的重车量与名义直径的比值称之为重车率,一般为5~10%,见表3——4,为节省材料,有的四辊轧机的支承辊(国产1700热连轧机)采用镶套结构。2、辊颈尺寸d与l的确定——取决于轴承的形式,见表3—5,对滚动轴承由于其体积大,d/D比值偏小。3、轧辊传动端的型式与尺寸——型式的选择应与轧机的类型、布置方式及传动方式综合考虑,通常使用的类型是万向轴头,其具体尺寸均已规范化见教材82页。图3-3国产1700热连轧精轧机组镶套支承辊的结构轧机轧辊各种轴头的尺寸均已标准化,图示为梅花头的尺寸三、轧辊的材料1、常用轧辊材料——合金锻钢(JB/ZQ4289-86)——合金铸钢——铸铁其中铸铁根据其成份及制造方法不同又可分为半冷硬、冷硬与无限冷硬铸铁。一般采用下注法,在冷型内产生白口冷硬层。2、轧辊材料的选择初轧机型钢轧机—受力大、冲击。要有大的抗弯扭强度。初轧采用锻钢、高强铸钢。型钢轧辊:铸钢、冷硬铸铁HS>60。带钢热连轧机——轧制力与轧制扭矩大,大的接触压力与磨损。工作辊:粗轧—铸钢,精轧—无限冷硬铸铁HS83。支承辊:含Cr的合金锻钢。带钢冷连轧机——轧制力与轧制扭矩大,大的接触压力,高的辊面质量。工作辊:合金锻钢HS90——95支承辊:合金锻钢HS50——65各类轧机轧辊材料的选择见P86表3—7铸造轧辊一般采用离心铸造工艺,以改善辊面性能。四、轧辊强度校核1、有槽轧辊的强度校核—初轧型钢及线材轧机将轧制力看作集中力,轧辊在轧制时承受弯矩和扭矩。按材料力学方法找出其危险截面计算其相应的安全系数。在辊颈处,其受力特征是弯扭合成。应按相应的强度理论计算出当量应力,确定其安全系数。152、钢板轧机轧辊的强度校核——二辊轧机仍按材力方法,将轧制力当作沿板宽均布力,计算方法与1同。四辊轧机辊系配置简图3、四辊轧机由于其支承辊直径远大于工作辊直径,故认为:支承辊承受全部弯矩,而工作辊承受全部扭矩。支承辊弯矩计算:假设工作辊/支承辊之间接触压力均布,q=P/L,在辊身中部:弯矩:Mw=P(l0/4-L/8)弯曲应力:σw=Mw/0.2D23≤RbRb——许用弯曲应力。工作辊扭转应力:τ=Mk/WkMk——作用在工作辊上的传动力矩。Wk——工作辊传动端的抗扭断面系数。工作辊/支承辊之间的接触应力假设接触压力沿轧辊轴向均布,该问题可转化为弹性力学中的平面接触问题。当二者材料相同时,由赫兹公式,可以求出其最大接触压力σmax,在轧辊表面,材料处于三向受压状态,难以破坏,造成剥落的是辊面以下的切应力:在z=0.78b处:τ45max=0.304σmax在z=0.5b处:τzymax=0.256σmax一般认为,后者是一种交变应力,是轧辊剥落破坏的根源。不同表面硬度的支承辊接触压力的许用值见表3——8。五、轧辊的变形计算轧辊在轧制力作用下,要产生弯曲变形,为满足板带平直度质量要求,必须对这些变形值加以限制。1、简支梁法计算轧辊挠度用材料力学中的能量法可方便的解决这一问题。由于轧辊短而粗,故其剪力对弯曲变形的影响不能忽略,其辊身中点总的挠度应为弯矩、剪力产生的挠度之和,由卡氏定理可分别求出其数值。详见公式3—22,3—23。2、轧辊的弹性压扁由赫兹公式,将工作辊与支承辊简化为无限长压力均布的圆柱体,则其两者间的弹性压扁值(或中心接近量)可由Föppel公式求出。公式3—34K1、K2为轧辊材料的弹性系数,b为接触宽度之半,由公式3-10计算。同样也可求出工作辊辊面的弹性压扁量。(公式3—38)由于不均匀的弹性压扁将直接影响轧件的截面形状,所以板带轧制中的弹性压扁的计算是十分重要的。