如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
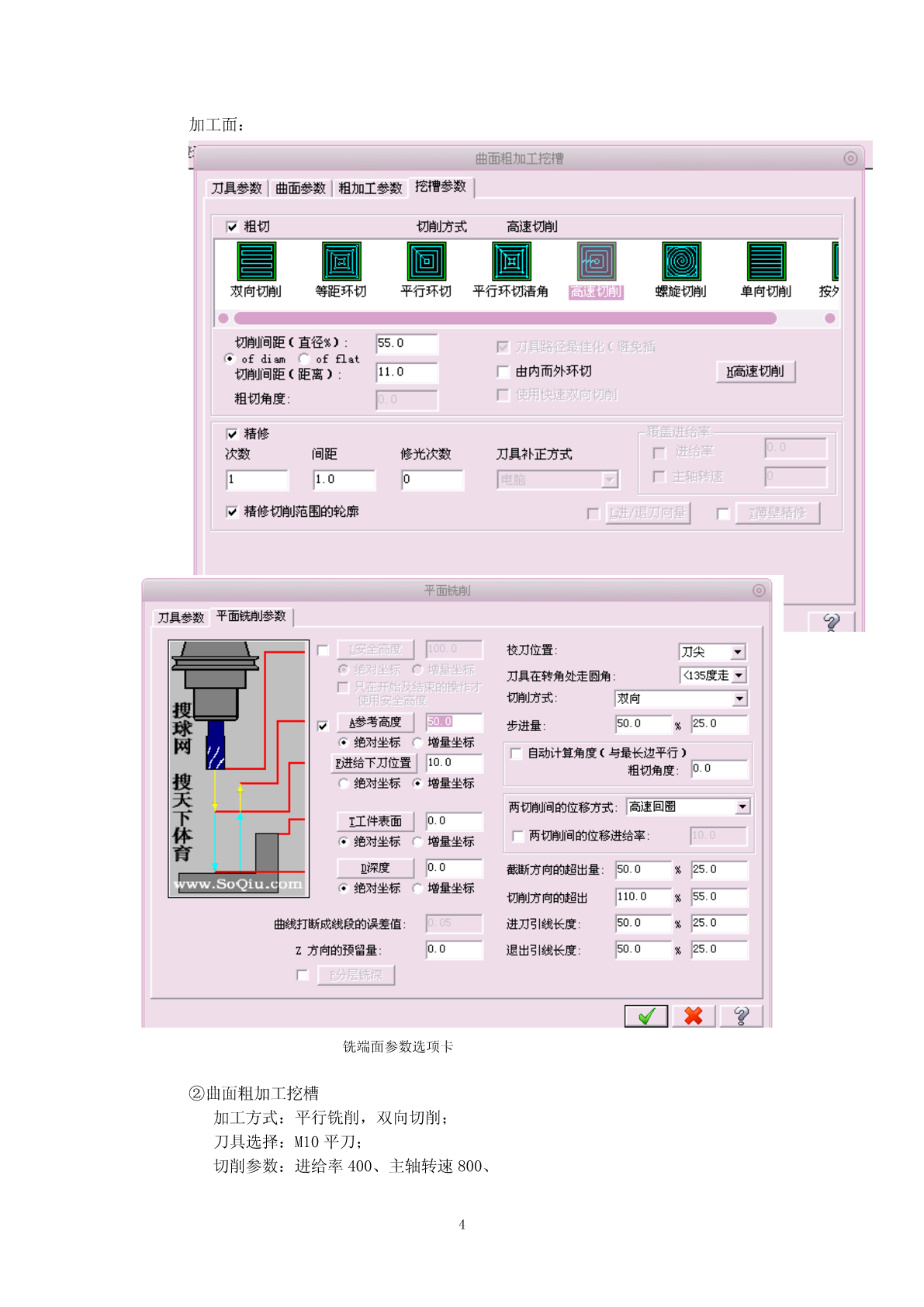
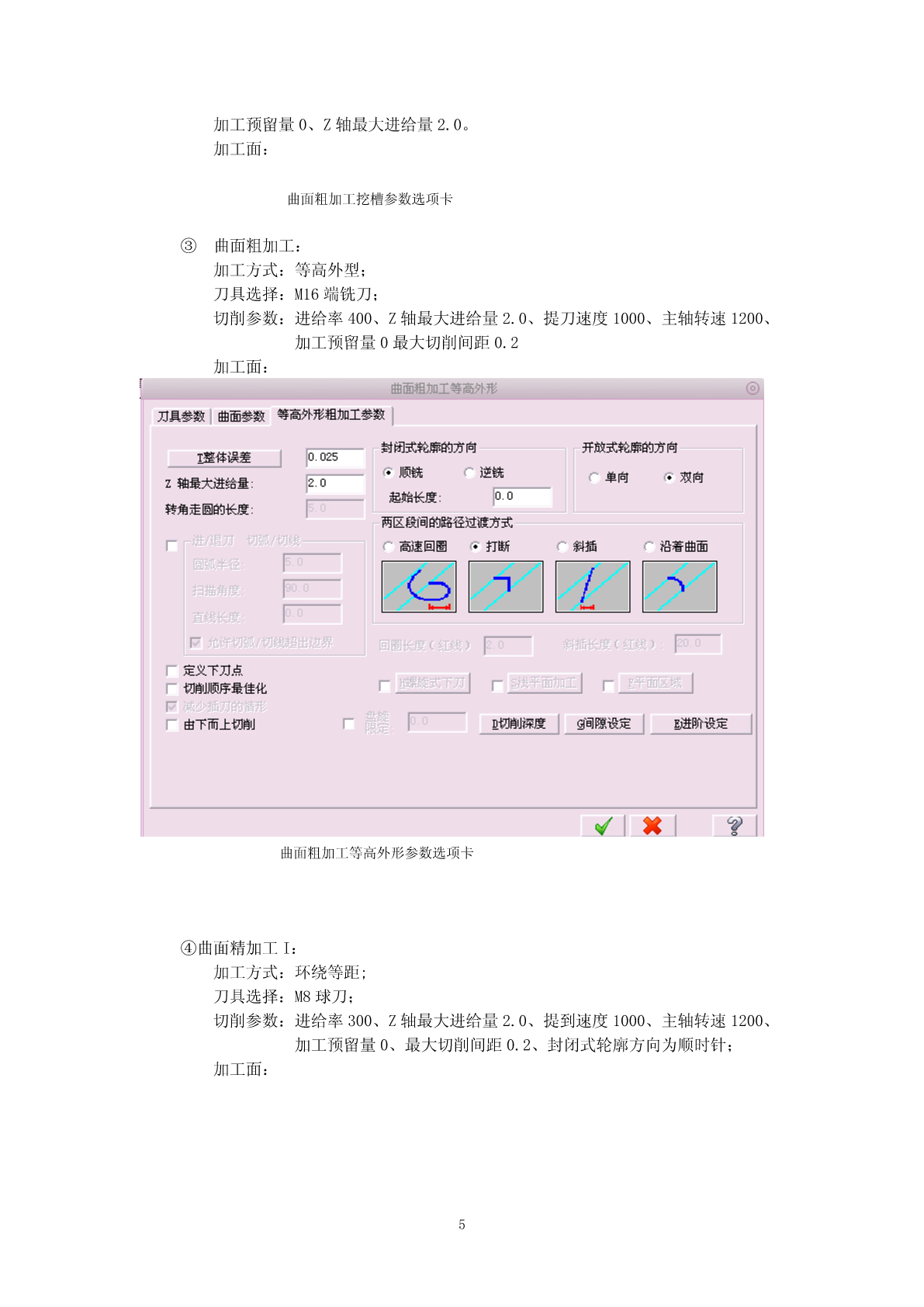
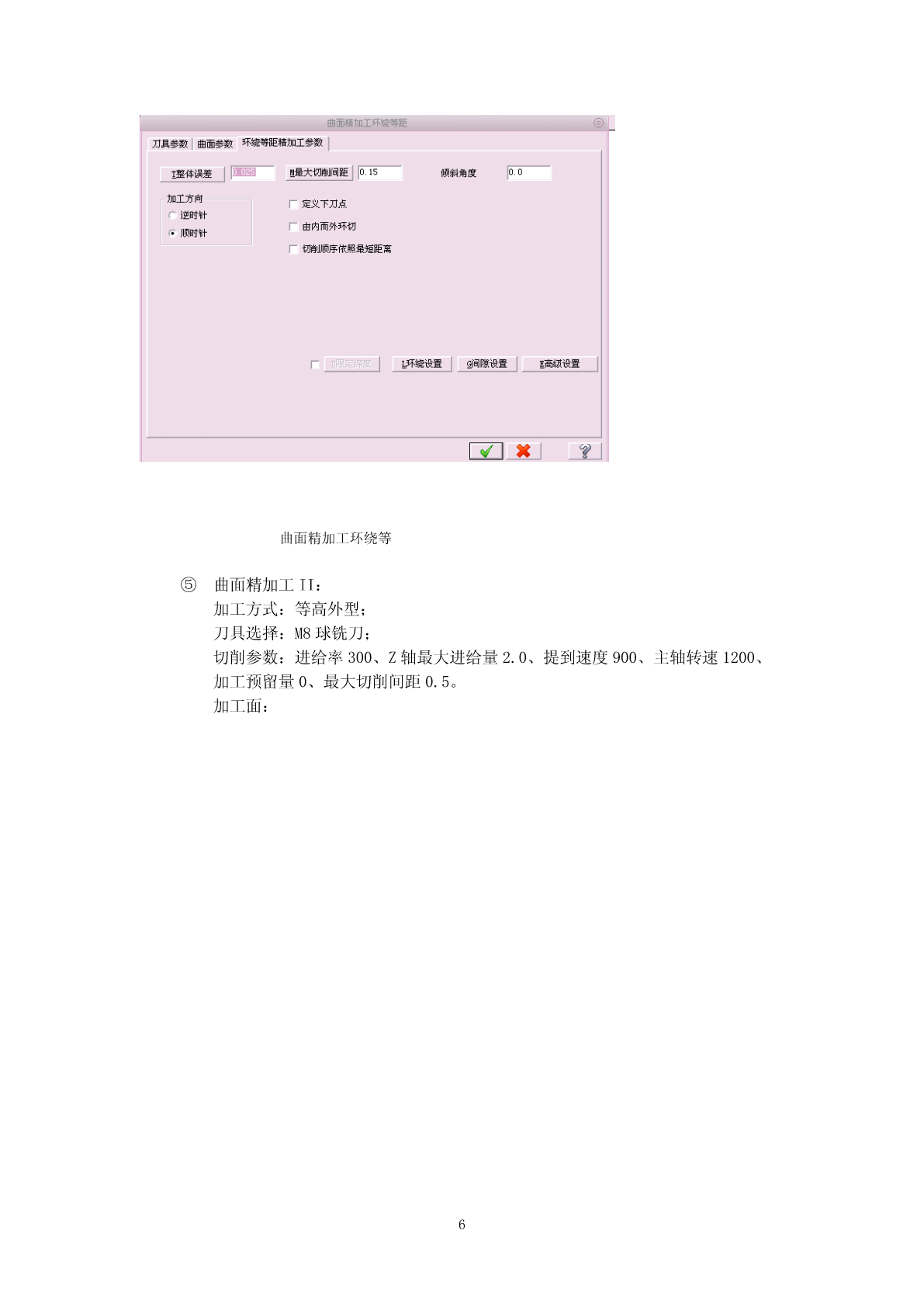
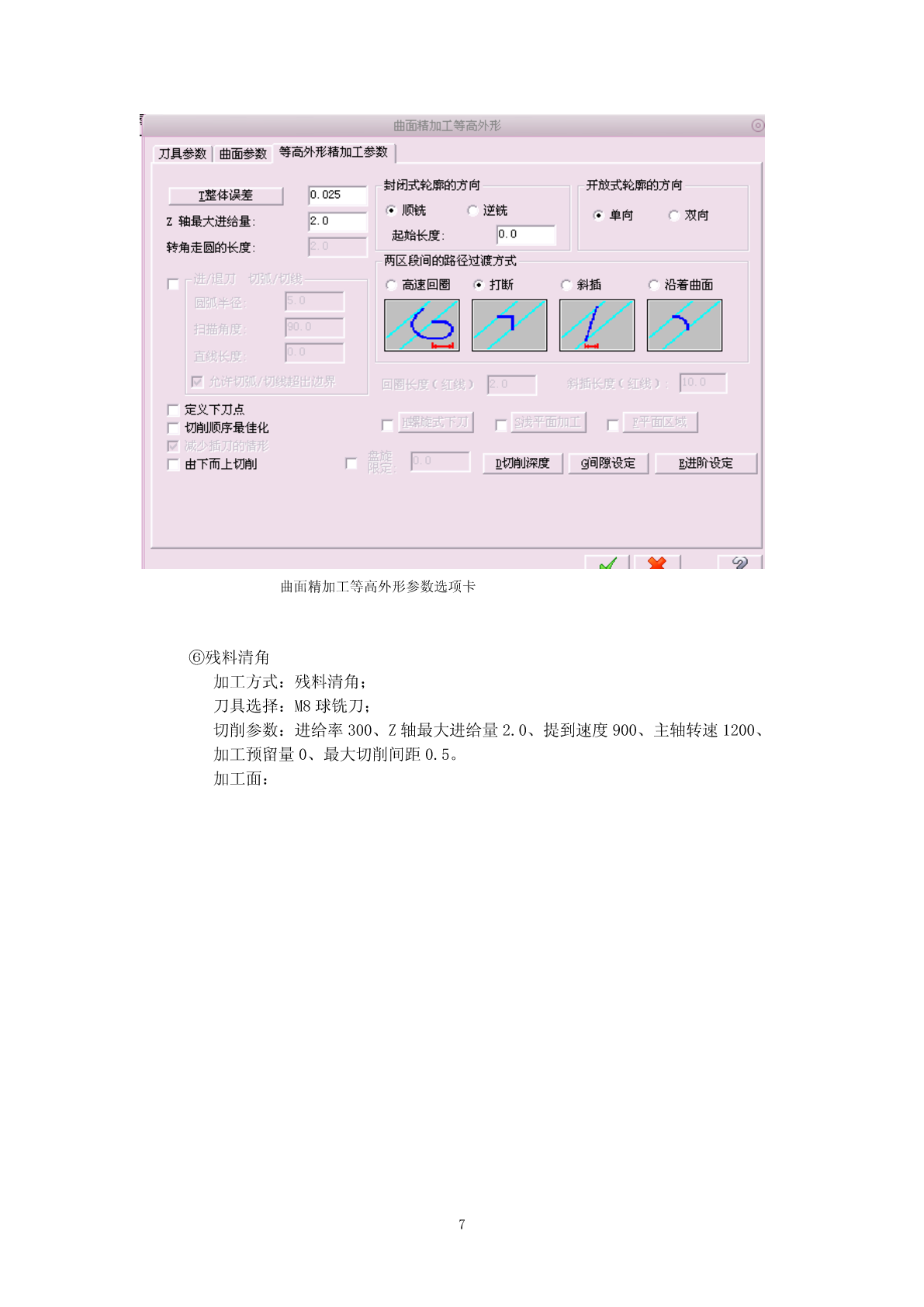
1.1零件CAD由零件建模所得到的模具上模体图(建模的大致过程、截取几个关键的过程图)试用UG建模后,导出igs格式的文件。11.2零件加工工艺设计1.2.1确定毛坯类型1)铣削零件毛坯类型:圆柱2)零件材料:塑料3)制造方法:铣削1.2.2数控加工工艺分析1.工艺分析如图所示,零件外形规则。工件复杂程度一般,包含了平面、圆弧表面,选用机用虎钳装夹工件,采用试切法对刀,找正工件X、y轴零点。根据零件图样要求给出加工工序为:21:铣端面选用M50的面铣刀2:粗铣外形1选用M16的端铣刀3:粗铣外形2选用M8的球铣刀4:精铣外形1选用M8的球铣刀5:精铣外形2选用M8的球铣刀6:残料清角选用M8的球铣刀2.切削参数的选择加工方式道具类型主轴转速进给速度平面铣削M50面铣刀(硬800r/min400mm/min质合金)曲面粗加工挖槽M16端铣刀(硬800r/min400mm/min质合金)曲面粗加工登高M8球铣刀(硬1000r/min400mm/min外形质合金)曲面精加工环绕M8球铣刀1200r/min300mm/min等距(硬质合金)曲面精加工等高M8球铣刀1200r/min300mm/min外形(硬质合金)残料清角M8球铣刀1200r/min300mm/min(硬质合金)1.3零件CAM1.3.1刀具路径的生成小组任务分配情况平面铣削张腾04曲面粗加工挖槽刘先慧03曲面粗加工登高外形胡龙05曲面精加工环绕等距杨永赟06曲面精加工等高外形龚箭02残料清角①铣端面:加工方式:平面铣削;刀具选择:M50面铣刀;切削参数:进给率400、提刀速度800、主轴转速800加工预留量0.8最大Z轴进给1.03加工面:铣端面参数选项卡②曲面粗加工挖槽加工方式:平行铣削,双向切削;刀具选择:M10平刀;切削参数:进给率400、主轴转速800、4加工预留量0、Z轴最大进给量2.0。加工面:曲面粗加工挖槽参数选项卡③曲面粗加工:加工方式:等高外型;刀具选择:M16端铣刀;切削参数:进给率400、Z轴最大进给量2.0、提刀速度1000、主轴转速1200、加工预留量0最大切削间距0.2加工面:曲面粗加工等高外形参数选项卡④曲面精加工I:加工方式:环绕等距;刀具选择:M8球刀;切削参数:进给率300、Z轴最大进给量2.0、提到速度1000、主轴转速1200、加工预留量0、最大切削间距0.2、封闭式轮廓方向为顺时针;加工面:5曲面精加工环绕等⑤曲面精加工II:加工方式:等高外型;刀具选择:M8球铣刀;切削参数:进给率300、Z轴最大进给量2.0、提到速度900、主轴转速1200、加工预留量0、最大切削间距0.5。加工面:6曲面精加工等高外形参数选项卡⑥残料清角加工方式:残料清角;刀具选择:M8球铣刀;切削参数:进给率300、Z轴最大进给量2.0、提到速度900、主轴转速1200、加工预留量0、最大切削间距0.5。加工面:7曲面精加工残料清角参数选项卡1.3.2加工程序的生成81.4CAM程序清单通过后置处理产生NC加工程序,按华中HNC-21M系统编程格式编辑经后置处理所产生的程序。①曲面粗加工等高外形:工步三由于程序过长中间省略部分%O0003N100G0G17G40G49G80G90N102G91G28Z0.N104S1600M3N106G0G90G54X-52.515Y-16.15N108Z2.8N110Z.8N112G1Z-.2F100N114X-52.436Y-16.284F600.N116X-52.071Y-16.801N118X-51.985Y-16.92N120X-51.581Y-17.406N122X-51.14Y-17.859N124X-50.557Y-18.371N126X-50.051Y-18.749N128X-49.515Y-19.086N130X-49.397Y-19.154N132X-48.836Y-19.448N134X-48.255Y-19.696N136X-47.534Y-19.939N138X-46.92Y-20.093N140X-46.297Y-20.198N142X-46.179Y-20.215N144X-45.517Y-20.272N146X-44.876Y-20.277N148X-23.311N150Y-20.513N152