如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
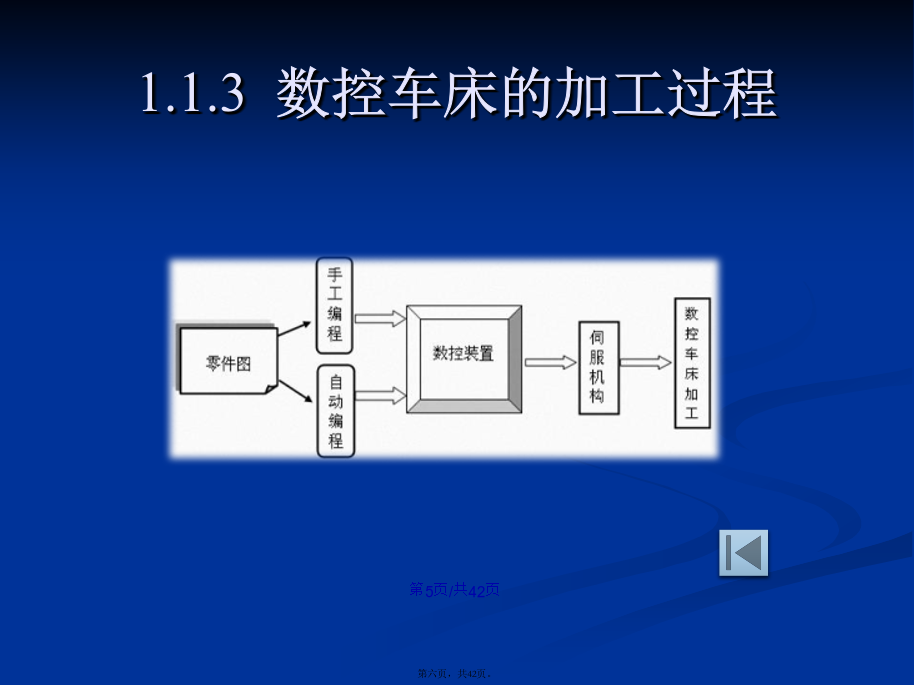
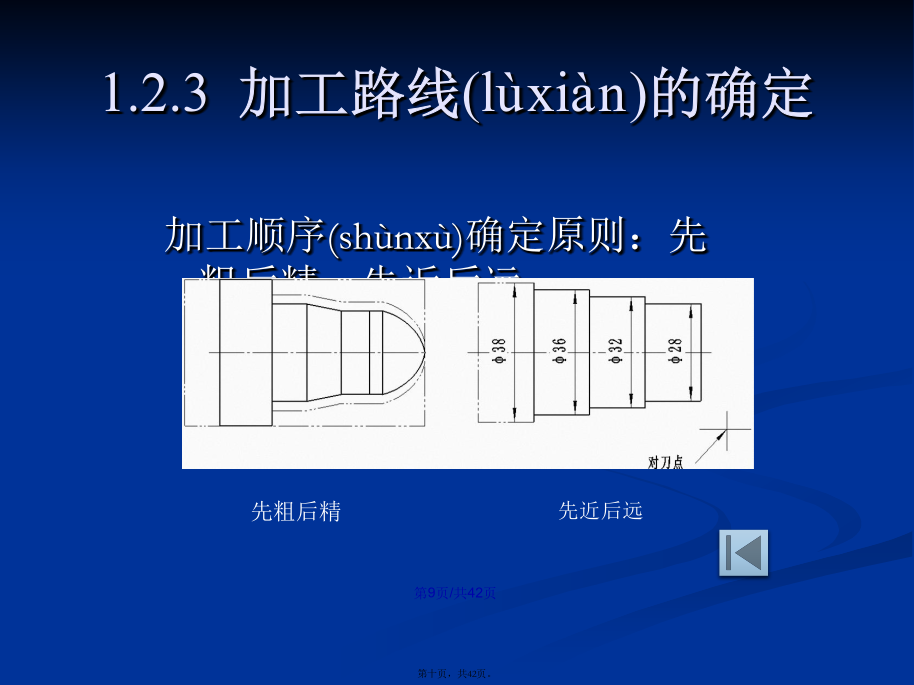
会计学1.1数控车床简介(jiǎnjiè)1.1.1数控车床1.1.2数控车床型号(xínghào)代码的含义数控车床CJK6140A各代码的含义说明(shuōmíng)CJK6140A改型床身上最大工件回转直径的1/10(400mm)卧式车床系落地及卧式车床组数控经济型车床1.1.3数控车床的加工过程1.2数控车削加工(jiāgōng)工艺1.2.1数控加工(jiāgōng)工艺主要内容1.2.2数控加工(jiāgōng)工序划分原则1.2.3加工路线(lùxiàn)的确定1.机架式可转位(zhuǎnwèi)车刀2.数控车床常用刀具(dāojù)类型及用途1.2.5切削用量的选择(xuǎnzé)1.背吃刀量(切削(qiēxiāo)深度)的确定2.进给量f的确定(quèdìng)3.主轴转速(zhuànsù)n的确定切削用量选择(xuǎnzé)参考表1.2.6数控加工(jiāgōng)中对刀点、换刀点及刀位点的确定1.对刀点对刀点是在数控机床上加工零件(línɡjiàn)时,刀具相对于工件运动的起点。2.换刀点换刀点是指刀架转位换刀的位置(wèizhi)。以刀架转位时不碰工件及其他部件为准。3.刀位点刀位点是指在加工(jiāgōng)程序编制中,用以表示刀具位置的点1.2.7数控加工工艺技术文件(wénjiàn)的编写1.数控加工(jiāgōng)工序卡2.数控刀具(dāojù)卡3.零件(línɡjiàn)加工程序单1.3数控车削(chēxuē)编程的基本知识1.3.1数控编程的内容(nèiróng)及步骤1.3.2数控编程方法(fāngfǎ)1.3.3数控编程的基本知识1.数控车床的坐标系编程坐标系:编程时用来确定各刀具位置点的坐标系。在数控车床上,编程原点一般设在右端面与主轴(zhǔzhóu)回转中心线的交点O上。2.编程方式(fāngshì)的选择(1)绝对坐标方式(fāngshì)与增量坐标方式(fāngshì)例:如图所示,A点绝对(juéduì)坐标为(D3,-L2),A点相对B点的增量坐标为(U,W),其中U=D3-D2;W=-(L2-L1)。(2)直径(zhíjìng)编程与半径编程1.3.4程序的结构(jiégòu)与格式程序号在程序的开始部分,程序号由地址码和四位编号数字(shùzì)组成,在FANUC系统中地址码为字母O。程序内容由若干程序段组成,每个程序段由若干程序字组成。每个字又由地址码和若干个数字(shùzì)组成。程序结束程序结束一般用辅助功能代码M02(程序结束)和M30(程序结束,返回起点)表示。字地址(dìzhǐ)可变程序段格式1.3.5FANUC0iMate-TC系统指令(zhǐlìng)代码1.准备(zhǔnbèi)功能(G代码)2.辅助(fǔzhù)功能(M代码)